
Sin categoría
Reciclar PLA y Restos de Impresión 3D
Si te preguntas qué hacer con los restos de tus impresiones 3D, aquí tienes las mejores opciones para darles una
Si llevas tiempo en la impresion 3D, seguro te has topado con el famoso problema del “warping“·, que a español se traduce como “deformacion“. Aunque suele ser algo que asociamos al ABS, el PLA también presenta warping si no se imprime bajo las condiciones adecuadas. La buena noticia es que, contrario a lo que muchos piensan, el warping no es un destino inevitable. En realidad, el problema radica más en cómo configuramos la impresora y en algunos detalles del entorno de impresión.
Prevenir el warping en PLA es completamente posible, y en este artículo vamos a desglosar paso a paso las técnicas y ajustes que realmente marcan la diferencia. Veremos desde cómo controlar la temperatura y la humedad hasta cómo optimizar el diseño de las piezas y configurar el slicer para una adherencia perfecta. Con los consejos adecuados, te aseguro que lograrás impresiones libres de deformaciones.
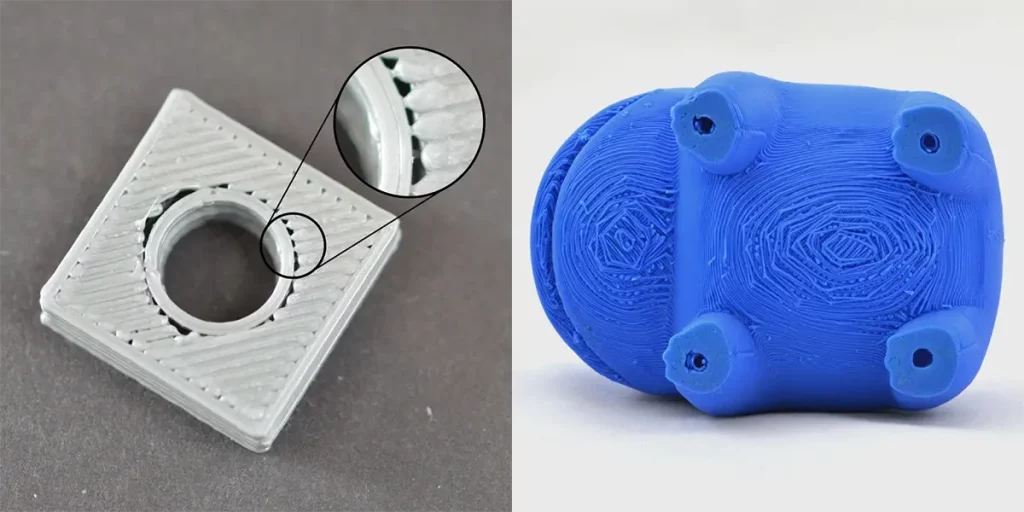
El warping es un fenómeno en la impresión 3D que se manifiesta cuando las esquinas o bordes de una pieza empiezan a levantarse de la superficie de impresión durante el proceso de impresion. Esta deformación no solo afecta la estética de la pieza, también puede compromete su funcionalidad y precisión, normalmente resulta en una impresion fallida. Generalmente, el warping ocurre debido a la contracción desigual del filamento al enfriarse, creando tensiones internas en la pieza que hacen que algunas áreas pierdan adherencia a la base.
La primera capa es la mas importante en impresión 3D, ya que de su correcta adhesion, depende la estabilidad y el exito del resto de la impresion.
El impacto del warping en la calidad de impresión es evidente desde el momento en que la pieza empieza a despegarse. Al no mantenerse en su lugar, la pieza pierde precisión dimensional, lo que puede hacerla inservible para ensamblajes precisos. Suele afectar la estabilidad estructural, especialmente en piezas de gran tamaño o en aquellas donde la precisión es crítica, generando así problemas que repercuten en la calidad y en la durabilidad del producto final.
El warping se explica en gran parte por principios físicos relacionados con las tensiones térmicas y la contracción del material. Durante la impresión, el PLA se calienta hasta su punto de “descomposicion” (porque el PLA no se funde como la mayoria de materiales) para ser extruido y, luego, se enfría al entrar en contacto con la superficie de impresión. Este enfriamiento desigual genera tensiones que, si no se controlan adecuadamente, terminan provocando deformaciones. Conocer estos principios es esencial para poder aplicar estrategias preventivas eficaces, como el ajuste de la temperatura de la cama caliente o el control de las corrientes de aire en el entorno de impresión.
| Factor | Descripción |
|---|---|
| Factores Térmicos | La temperatura del hotend, de la cama caliente y del ambiente general afecta directamente la manera en que el filamento se enfría. Un enfriamiento demasiado rápido, especialmente en las primeras capas, favorece el warping. |
| Factores de Adhesión | La superficie de impresión y los métodos de adhesión usados (pegamentos, lacas, superficies específicas) juegan un rol vital en evitar el warping. Si la base de la pieza no se adhiere correctamente, la deformación es casi inevitable. |
| Factores ambientales | Las variaciones de temperatura en el entorno de impresión y las corrientes de aire también son un riesgo importante. Si la pieza se enfría de manera inconsistente, algunas áreas tendrán mayor contracción que otras, causando levantamientos. |
| Factores del Material | Cada filamento tiene características únicas que afectan su susceptibilidad al warping. En el caso del PLA, su baja temperatura de impresión lo hace levemente menos propenso al warping en comparación con otros materiales como el ABS, pero sigue siendo vulnerable bajo ciertas condiciones. |
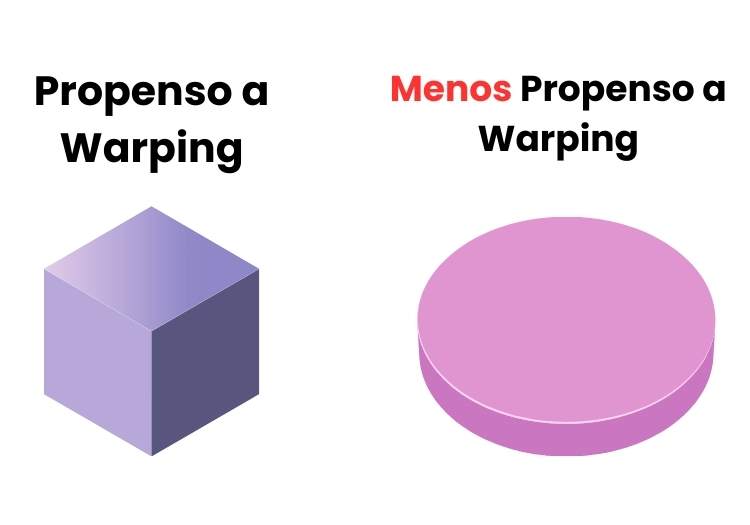
| Factores de Diseño | La geometría y estructura interna de la pieza también influyen en la propensión al warping. Diseños con esquinas agudas o áreas de contacto reducidas suelen ser más difíciles de mantener adheridos a la cama de impresión. Además, aquellos diseños que constan de una primera superficie más grande tienden a sufrir warping. |
| Factores de Configuración | La configuración de parámetros como velocidad de impresión, altura de capa y densidad de relleno pueden ser causantes del warping y a la vez su propia solución. |
| Factores Mecánicos | La nivelación de la cama y la calibración de la impresora impactan directamente en la calidad de adherencia y, por ende, en la posibilidad de que ocurra warping. Una cama mal nivelada o desequilibrada puede originar puntos de baja adherencia. |
| Factores de Software | El software de corte o slicer también ofrece herramientas para mitigar el warping, como la adición de brims, rafts y configuraciones de contracción compensada. El desconocimiento de estas herramientas puede conllevar una “solución” mas compleja. |
El PLA es uno de los materiales más populares en impresión 3D, no solo por su facilidad de uso, sino también por sus propiedades únicas que lo hacen una opción versátil para múltiples aplicaciones. Sin embargo, como ocurre con cualquier material, es necesario conocer en profundidad sus características para obtener el máximo rendimiento, especialmente si queremos evitar problemas como el warping.
El PLA, o ácido poliláctico, tiene una baja temperatura de “fusión” en comparación con otros materiales como el ABS o el PETG, lo cual reduce su propensión al warping. Sin embargo, esta ventaja también significa que es más sensible a los cambios de temperatura en el entorno de impresión. El PLA tiende a solidificarse rápidamente, lo que, en condiciones adversas, puede crear tensiones internas y causar deformaciones en piezas más grandes o con áreas de contacto reducidas.
En Figutech, como productores de PLA premium, nuestra formulación está especialmente diseñada para mejorar la estabilidad térmica del filamento y minimizar el riesgo de deformación. Aun así, es fundamental utilizar las configuraciones adecuadas de impresión para aprovechar al máximo estas propiedades y lograr impresiones perfectas. ¿Qué queremos decir con esto? Que si realmente lo intentas, puedes hacer que hasta el mejor material del mercado sufra warping. Es cuestión de física.

El PLA es un material higroscópico, lo que significa que puede absorber humedad del ambiente. Este es un factor crítico, ya que el PLA que ha absorbido agua tiende a comportarse de forma inestable durante la impresión, generando burbujas y aumentando las posibilidades de warping y otros defectos. Es recomendable almacenar el PLA en un ambiente seco, preferiblemente en contenedores herméticos con desecantes, o en bolsas selladas que protejan el filamento de la humedad.
Como profesionales en el sector de filamentos, en Figutech.com sugerimos mantener el PLA en una humedad relativa inferior al 15%, idealmente en un entorno controlado. De esta forma, el filamento conservará sus propiedades originales, brindando una impresión más precisa y libre de deformaciones.
Para minimizar el riesgo de warping, es esencial ajustar correctamente la temperatura del hotend. El rango ideal de extrusión para el PLA de alta calidad se encuentra entre 195 °C y 220 °C, aunque el ajuste exacto depende de las especificaciones de cada impresora y las condiciones ambientales. Mucha gente intenta imprimir a la temperatura de extrusion mas baja posible, no tiene sentido! Si imprimes a una temperatura muy proxima a la minima admitida por el material y la precision de tu maquna no es “Suiza” se puede dar la circunstancia de provocar un atasco. Calibra tu maquina partiendo de un punto intermedio, por eso recomendamos temperaturas desde 195 ºC en vez de 190 ºC, como la gran mayoria.
La habilidad individual y el dominio de las tecnicas de impresión son un gran porcentaje para impresiones exitosas, pero la calidad del filamento es fundamental para una impresión sin problemas. Un PLA de baja calidad puede presentar variaciones en el diámetro, impurezas y comportamientos impredecibles durante la impresión. En Figutech.com, cada lote de filamento es sometido a controles rigurosos que aseguran un diámetro constante y una composición uniforme, brindando así una extrusión estable y una menor propensión al warping. Al optar por filamentos de alta calidad, como los producidos por Figutech, los makers pueden reducir considerablemente los riesgos de deformación y otros defectos.
Las condiciones ambientales durante el proceso de impresión influyen directamente en la propensión del PLA a experimentar warping. Hay que mantener un entorno controlado para asegurar que el filamento se enfríe de manera uniforme y que no existan tensiones térmicas que provoquen deformaciones.
Un ambiente con temperatura estable contribuye a una impresión uniforme y libre de deformaciones. Para el PLA, una temperatura ambiente ideal se sitúa entre 20 °C y 25 °C. Si se imprime en un espacio muy frío o con variaciones importantes, el PLA puede sufrir enfriamientos bruscos, especialmente en las primeras capas, lo que incrementa el riesgo de warping. Para optimizar los resultados, es recomendable controlar la temperatura del espacio de impresión, especialmente en estaciones invernales o en ambientes ventilados.
Las corrientes de aire son enemigas de una impresión estable, ya que enfrían ciertas zonas de la pieza de forma no uniforme, favoreciendo la aparición de tensiones térmicas. Minimizar o eliminar las corrientes de aire en la zona de impresión es esencial, especialmente cuando se trabaja con PLA, que es un material sensible a cambios bruscos de temperatura. Una solución práctica es ubicar la impresora en una zona sin corrientes o emplear un protector alrededor de la impresora para mitigar este efecto.

Aunque el PLA no requiere necesariamente una cámara cerrada para imprimir de forma óptima, utilizar una puede ser beneficioso en ciertas situaciones, como en entornos fríos o con corrientes de aire persistentes. Las cámaras cerradas ayudan a mantener la temperatura estable alrededor de la pieza y reducen la posibilidad de deformaciones en las primeras capas. Si tienes una impresora con cámara cerrada o puedes construir un recubrimiento temporal, esto puede reducir significativamente el riesgo de warping, especialmente en impresiones de mayor tamaño.
Al igual que el almacenamiento, controlar la humedad en el ambiente de impresión es crucial para el PLA. Un entorno con alta humedad puede hacer que el filamento absorba “agua”, afectando su comportamiento en el proceso de extrusión. Mantener una humedad relativa baja (idealmente, por debajo del 40%) en el área de impresión contribuye a una mejor calidad de impresión y a la estabilidad dimensional de la pieza. Siempre recomendamos trabajar en condiciones de baja humedad para evitar complicaciones y obtener piezas más precisas y duraderas.
La superficie de impresión y su preparación adecuada son fundamentales para lograr una buena adherencia de la primera capa, que es el punto de partida para evitar problemas como el warping. Existen distintos tipos de superficies y métodos para mejorar la adhesión.
La elección de la superficie de impresión afecta directamente la estabilidad de la primera capa. Las superficies más comunes utilizadas para PLA y sus características:

Cada superficie tiene sus ventajas y desventajas, y tu elección dependerá de los resultados específicos que quieras obtener.
Mantener la superficie de impresión en buen estado es esencial para obtener una buena adhesión. Algunos consejos de preparación y mantenimiento son:
Si estas buscando una solucion realmente efectiva, usar productos adhesivos puede ser la mejor opcion para solventar el warping. Algunos de los productos que recomendamos son:
Estos mejoradores de adherencia son particularmente útiles para impresiones de gran tamaño o para piezas con geometrías complejas que tienden a deformarse en los bordes. Siempre recomendamos experimentar con estos productos para lograr la mejor adherencia posible según cada proyecto.
La cama caliente es una herramienta clave para prevenir el warping en PLA, ya que al mantener una temperatura adecuada en la base, se evitan los cambios bruscos de temperatura que causan tensiones en la primera capa. Para el PLA de alta calidad de Figutech.com, recomendamos mantener la cama caliente entre 50 °C y 60 °C. Este rango permite una adherencia firme sin riesgo de deformación por calor excesivo.
Además, una vez terminada la impresión, se recomienda esperar a que la cama enfríe para que la pieza se desprenda de forma natural, evitando tensiones que puedan dañar la pieza o la superficie de impresión.
La forma en que diseñamos una pieza para impresión 3D tiene un impacto directo en su comportamiento durante el proceso de fabricación. Existen ciertos principios de diseño que te ayudan a reducir las tensiones internas y a mejorar la adherencia de la primera capa, disminuyendo así las probabilidades de warping.
El diseño geométrico de una pieza influye directamente en la distribución de tensiones durante la impresión. Las piezas con esquinas afiladas y áreas de contacto pequeñas suelen ser más propensas a deformarse, ya que la fuerza de adhesión en esas zonas es menor. Para minimizar el warping, se recomienda:
Las áreas que concentran demasiada tensión pueden experimentar deformación, especialmente durante la etapa de enfriamiento. Algunas técnicas para distribuir mejor las tensiones son:
Los ajustes en las esquinas y curvaturas de la pieza ayudan a reducir el riesgo de levantamiento en los bordes. Algunas recomendaciones específicas incluyen:
La orientación de la pieza en la cama de impresión es un factor decisivo en la calidad final y en la posibilidad de warping. Al orientar estratégicamente el modelo, es posible reducir el riesgo de levantamientos. Considera las siguientes recomendaciones:
Los parámetros internos de la pieza, como el relleno y el grosor de las paredes, también juegan un papel importante en la estabilidad del modelo durante la impresión. Algunos ajustes recomendados son:
No hay una formula secreta de la configuracion de impresion 3D perfecta para TODOS tus proyectos. Pero si que hay un rango y algunas practicas que se acercan a la configuracion “perfecta”. De todos modos, las configuraciones varían considerablemente según tu impresora. Es importante adaptar estos parámetros a tu equipo específico y basarte en fuentes que utilicen el mismo modelo de impresora, ya que lo que funciona para una máquina puede no ser óptimo para otra.
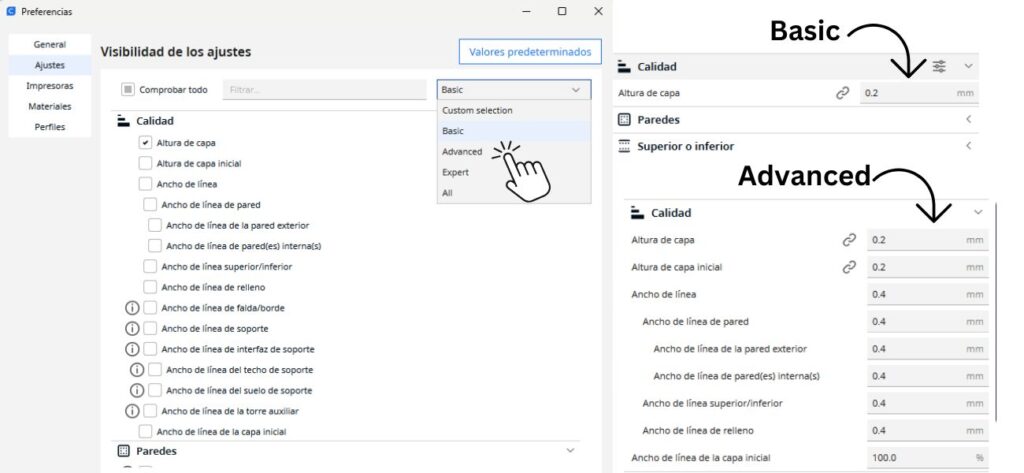
El primer paso al usar Cura es configurar la “visibilidad de los ajustes”. Por defecto, la interfaz muestra opciones limitadas, ya que está configurada en modo “básico” para facilitar el uso a principiantes. Para acceder a más opciones y mejorar el control de tus impresiones, selecciona la configuración “Avanzado”.
1. Configuración de Retracción
2. Velocidad de Impresión
3. Configuración de Ironing (Alisado de Superficie)
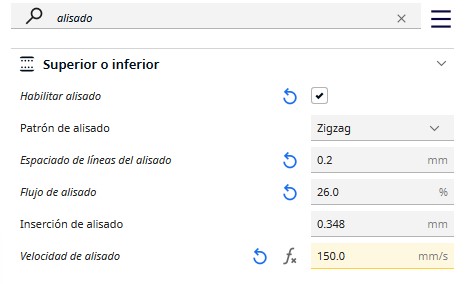
Para mejorar la calidad de la capa superior en piezas de PLA y reducir imperfecciones superficiales:
4. Fuzzy Skin (Textura de Superficie)
La opción Fuzzy Skin en Cura puede agregar textura a la superficie de la pieza, útil en aplicaciones estéticas. Sin embargo, para evitar warping en piezas donde la adherencia es crítica, evita usar esta opción en las primeras capas de impresión.
5. Configuración de Soportes
Para mejorar la estabilidad de las piezas y evitar el warping en modelos con áreas sobresalientes:
Las configuraciones en este Slicer son muy parecidas a “Cura” pero PrusaSlicer tiene algunas opciones diferentes. Asegurate de activar lo siguiente:
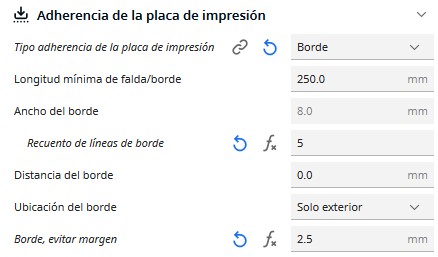
Esto son los parametros mas importantes para mejorar la adherencia y prevenir el warping en PLA. Hay diferentes técnicas de adhesión que pueden ser útiles:
La temperatura de la cama caliente y el hotend son factores realmente imporatntes para evitar el warping en PLA. Las recomendaciones para filamentos de PLA de alta calidad, como los de Figutech, son:
El enfriamiento progresivo ayuda a evitar deformaciones en el PLA. Configura el ventilador de enfriamiento al 10-20% durante la primera capa y luego aumenta gradualmente al 100% en las capas superiores. Este ajuste permite que las primeras capas se adhieran firmemente antes de aplicar un enfriamiento completo.
La configuración de retracción previene el “stringing” (hilos de material indeseado) y mejora la calidad de la impresión en PLA:
Reducir la velocidad de los perímetros externos a 20-30 mm/s contribuye a una mejor calidad de adherencia y precisión en el acabado.
Eleva la temperatura en pequeños incrementos (5°C) para encontrar la temperatura óptima de adhesión sin crear un “pie de elefante”. Aumentar la sección transversal del filamento impreso:

Ajusta la altura de capa (25-75% del diámetro de la boquilla) y el ancho de línea (60-200% del diámetro de la boquilla). Un ancho de línea mayor, cerca del 150-200%, puede ayudar a aumentar la presión de la primera capa sobre la cama de impresión, lo que mejora la adherencia y reduce el riesgo de warping.
El firmware de la impresora 3D es responsable de la mecánica y precisión de la impresión. La nivelación automática y los comandos de compensación, ayudan a mejorar la adherencia y estabilidad de la primera capa. A continuacion algunos ejemplos de practicas positivas:
Marlin Firmware:
Firmware de Creality:
Mantener la impresora en buen estado es clave para asegurar una calidad de impresión consistente. Algunos aspectos esenciales del mantenimiento preventivo incluyen:
A pesar de la preparación, pueden surgir problemas comunes en la impresión con PLA. Aquí algunos problemas típicos relacionados con el warping y sus soluciones:
Estas prácticas de mantenimiento y control de calidad no solo ayudan a prevenir el warping en el PLA, sino que también contribuyen a obtener piezas con una precisión dimensional y estabilidad superior, maximizando la calidad de cada impresión.
Sin hacer pruebas, no vas a ningun lado… Normalmente se necesita la fase de pruebas para ajustar los parámetros de impresión y validar que cada configuración esté afinada para evitar todo tipo de problemas como el warping. Como todos los makers saben, el metodo prueba-error es muy utilizado en la impresion 3D.
Una primera capa estable y bien adherida es clave para una impresión en condiciones. Las pruebas de primera capa permiten verificar la adherencia antes de iniciar impresiones complejas. Algunas técnicas recomendadas son:
La mejor configuración de temperatura para PLA de alta calidad suele estar entre 200 °C y 220 °C en el hotend y entre 50 °C y 60 °C en la cama caliente.
Para piezas grandes, el uso de un brim de 5-10 líneas incrementa el área de contacto en la base, ayudando a prevenir el levantamiento en las esquinas. Un raft también es eficaz, aunque consume más material y tiempo. Estos métodos son altamente recomendados para estabilizar modelos de gran tamaño.
No es indispensable, ya que el PLA no es tan sensible como otros materiales, pero en ambientes con fluctuaciones de temperatura o corrientes de aire, una cámara cerrada puede ser beneficiosa. Esto ayuda a mantener una temperatura constante y reduce el riesgo de enfriamiento desigual en la primera capa.
Una primera capa bien adherida tendrá líneas uniformes, sin huecos ni material acumulado. Puedes realizar una prueba de primera capa con un patrón de cuadrícula para observar la adherencia y hacer ajustes de nivelación y altura de capa según sea necesario.
Sí, en casos extremos, el PLA puede deformarse si se expone al sol directo durante períodos prolongados. Aunque tiene buena estabilidad térmica en condiciones de impresión, la exposición al calor del sol puede hacer que el PLA se ablande y pierda su forma, especialmente si las temperaturas superan los 50 °C.
Reciclar PLA y Restos de Impresión 3D
Si te preguntas qué hacer con los restos de tus impresiones 3D, aquí tienes las mejores opciones para darles una
Resuelve 15 Errores de Impresion 3D Comunes | Con Imagenes
La impresión 3D presenta desafíos que frustran tanto a principiantes como a usuarios avanzados. Esta guía visual te ayudará a
Superficies Lisas en Impresión 3D | Costuras y Planchado
La calidad de la superficie es la primera impresión de una pieza 3D. En Bambu Studio puedes ganar “cara profesional”

Test Velocidad Volumétrica | Aumentar Velocidad de Impresion 3D
¿Quieres imprimir más rápido sin perder calidad? La clave está en conocer el límite de velocidad volumétrica de tu impresora

Test de Tolerancia en OrcaSlicer: Guía completa Impresion 3D
El test de tolerancia de OrcaSlicer resuelve un problema común en la impresión 3D: piezas que no encajan correctamente cuando
Test de Retracciones en Impresión 3D: Guía Rápida 2025
Reducir el stringing en impresión 3D no es cuestión de suerte, sino de una buena configuración. Aprende a hacer un
Prometemos enviarte solo lo que te interesa: consejos prácticos, descuentos especiales y acceso a muestras gratuitas de nuestros filamentos. No spam, solo beneficios.



