¿Por qué no simplemente seguir la guía del fabricante? ¡Ojalá! Las especificaciones del filamento son un buen punto de partida, si imprimes en 3D sabrás que es un proceso lleno de variables. Hay un millon de factores; como la impresora utilizada, las características del filamento, e incluso las condiciones del ambiente de impresión pueden alterar significativamente los resultados.
Realizar pruebas de calibración, como la torre de temperatura, no solo es recomendable, sino necesario en los siguientes casos:
Cuando se cambia de impresora.
Al cambiar de filamento, incluso dentro de una misma categoría de PLA.
Si se utiliza un filamento con una textura o acabado diferente, (aunque sea de la misma marca) como el PLA mate o brillante de Figutech ONE.
Cuando se imprime en un ambiente distinto, donde la temperatura o las corrientes de aire pueden influir en el comportamiento del material. Esto incluye los cambios de estaciones, no es lo mismo imprimir en invierno en una sala a 6 grados que imprimir en verano en una sala a 30.
¿Por qué Calibrar la Temperatura en Impresión 3D con PLA?
La calibración de temperatura no es un lujo ni un paso opcional; es un componente esencial si quieres tener resultados de calidad al imprimir con PLA. Si alguna vez has notado capas mal adheridas, superficies irregulares o piezas frágiles, es probable que el problema esté en una temperatura mal ajustada, aunque hay muchos otros ajustes, este deberia ser el primero que pruebes.
A continuación, profundizamos en por qué este ajuste es crucial y cómo puede transformar tus impresiones.
El papel crítico de la temperatura en el PLA
El PLA, conocido por su facilidad de uso, responde de manera directa a las variaciones de temperatura durante la impresión. Cada filamento tiene un rango de temperatura recomendado por el fabricante, pero en la práctica, estos números pueden variar debido a múltiples factores: desde las especificaciones de tu impresora hasta el ambiente donde realizas la impresión.
Cuando la temperatura no es la adecuada:
Si está demasiado baja, el filamento no se derrite por completo, provocando subextrusión, capas incompletas y piezas frágiles.
Si está demasiado alta, el material se vuelve excesivamente fluido, generando defectos como hilos, burbujas y superficies rugosas.
Además, una temperatura incorrecta afecta directamente la adhesión entre capas, comprometiendo la resistencia y durabilidad de la pieza final.
Tú puedes controlar estos aspectos con una calibración precisa, asegurando que el filamento fluya de manera uniforme y que cada capa se adhiera perfectamente a la anterior.
Impacto en la calidad visual y estructuralde tus impresiones 3D
La temperatura de impresión afecta no solo cómo se ven tus piezas, sino también su funcionalidad. Si buscas acabados impecables, la calibración adecuada es imprescindible. Por ejemplo:
Acabados mates: Para obtener superficies sin brillos y con un tacto suave, es importante evitar sobrecalentamientos que puedan crear imperfecciones.
Acabados brillantes: Más sensibles a los cambios de temperatura, ya que un sobrecalentamiento puede opacar la superficie.
A nivel estructural, una temperatura adecuada refuerza la adhesión entre capas, haciendo que las piezas sean más resistentes. Esto es especialmente relevante si imprimes piezas funcionales que estarán sometidas a esfuerzo mecánico.
¿No sabes si necesitas hacer una torre de temperatura? Cómo identificar problemas de temperatura en tus impresiones
La próxima vez que imprimas, observa de cerca los siguientes aspectos para identificar posibles ajustes de temperatura:
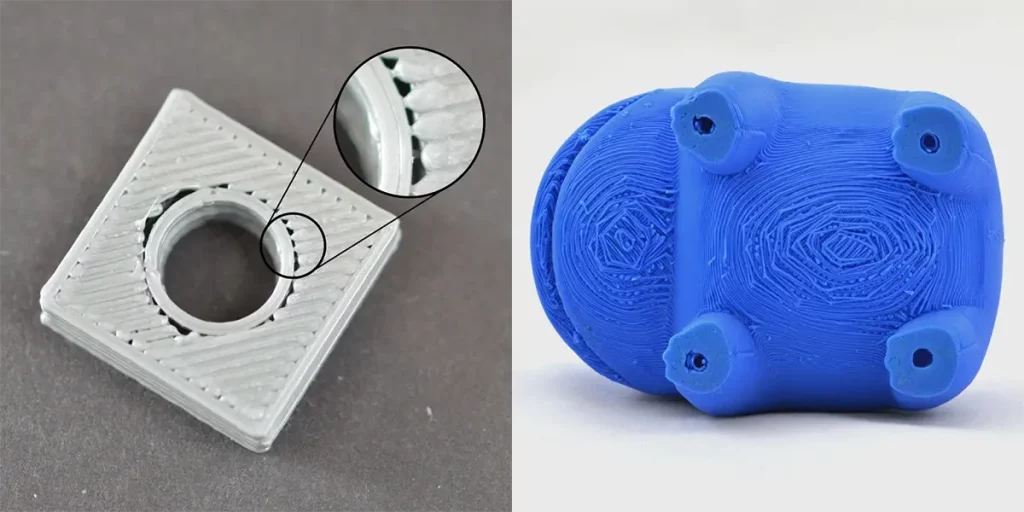
Superficie: Busca señales como estrías, rugosidades o zonas opacas donde el filamento no fluyó correctamente.
Capas: Verifica si las capas están bien adheridas; cualquier separación puede indicar una temperatura baja. Si quieres dar el paso a ser un “PRO” de la impresion 3D, recomendamos que te leas este articulo que hemos creado para que comprendas al 100% el warping y sepas como solucionarlo.
Estructura: Evalúa la resistencia de la pieza final. Si se rompe fácilmente, puede ser un signo de una temperatura incorrecta durante la impresión.
Una vez que reconozcas estos problemas, puedes tomar medidas específicas para solucionarlos, como ajustar ligeramente la temperatura en incrementos de 5 °C hasta encontrar el punto óptimo.
La calibración de temperatura es un proceso que, aunque requiere tiempo y pruebas, asegura que cada impresión cumpla con tus expectativas. Ahora que ya comprendes su importancia, pasemos a explorar la herramienta protagonista de este artículo, que facilita este ajuste: la torre de temperatura.
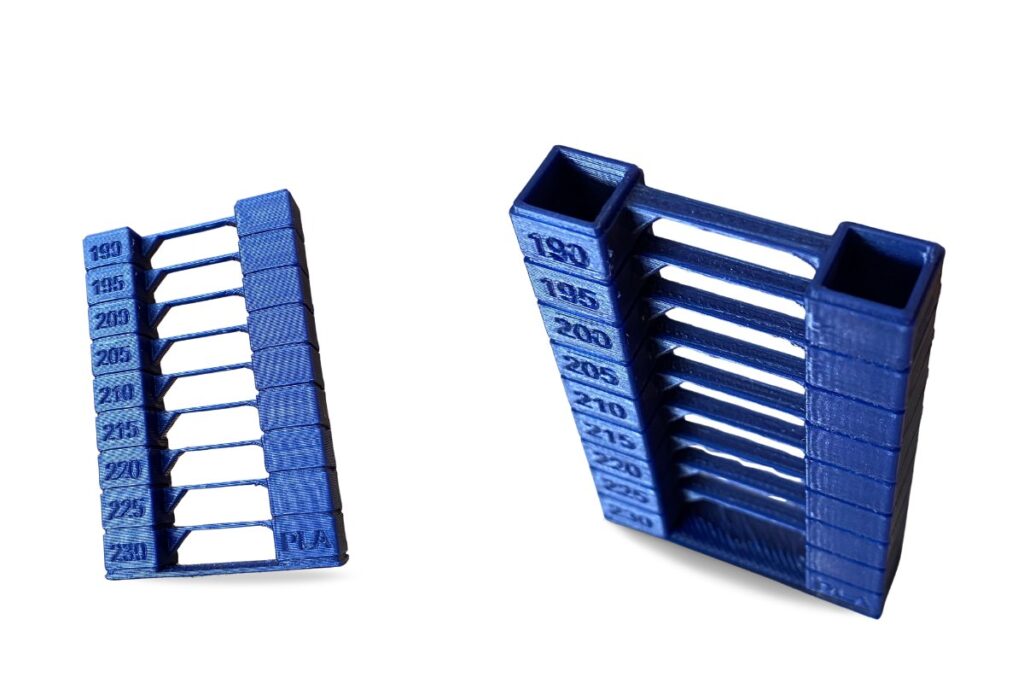
¿Qué es una Torre de Temperatura y Por Qué Usarla con PLA?
La torre de temperatura es una de las herramientas más efectivas para encontrar la configuración ideal de temperatura de tu filamento PLA. Es un modelo especialmente diseñado que se imprime variando la temperatura en diferentes secciones. Este proceso permite identificar de forma visual y estructural cuál es la mejor temperatura para lograr un acabado óptimo y una buena adhesión entre capas.
¿Cómo funciona una torre de temperatura?
El modelo de la torre está diseñado con secciones que se imprimen a temperaturas específicas, por ejemplo, comenzando en 220 °C y disminuyendo gradualmente en intervalos de 5 °C hasta 190 °C. Al analizar la pieza terminada, puedes observar cómo cambia el comportamiento del filamento en cada rango de temperatura. Esto incluye:
Adhesión entre capas: Si las capas no están bien fusionadas en una sección, es probable que la temperatura sea demasiado baja.
Calidad del acabado: Las superficies rugosas o con hilos suelen indicar un exceso de calor.
Detalles finos: Las áreas más definidas y limpias señalan que el filamento se encuentra en su punto óptimo.
Este enfoque te permite identificar fácilmente la temperatura que ofrece el mejor equilibrio entre calidad visual y resistencia estructural.
Beneficios y Limitaciones de Usar una Torre de Temperatura con PLA
Categoría
Detalle
Beneficios
Ajuste personalizado
Permite identificar el rango de temperatura ideal para cada filamento, incluso si es de la misma marca.
Resultados consistentes
Ayuda a mantener la calidad de impresión en todos los proyectos una vez encontrada la configuración óptima.
Diagnóstico rápido
Identifica rápidamente problemas relacionados con la temperatura, como capas débiles o superficies defectuosas.
Limitaciones
Variaciones no visibles
Algunos problemas estructurales no son evidentes y requieren pruebas adicionales como test de resistencia.
Otros factores influyentes
Factores como flujo, velocidad y refrigeración también afectan la impresión, no solo la temperatura.
Diferencias entre impresoras
Una configuración que funciona en una impresora puede no ser efectiva en otra, incluso usando el mismo filamento.
Cómo Configurar una Torre de Temperatura para PLA en Orca Slicer
Preparación Inicial: Configura tu Impresora 3D y Filamento en Orca Slicer
Selecciona un perfil base para PLA en Orca Slicer
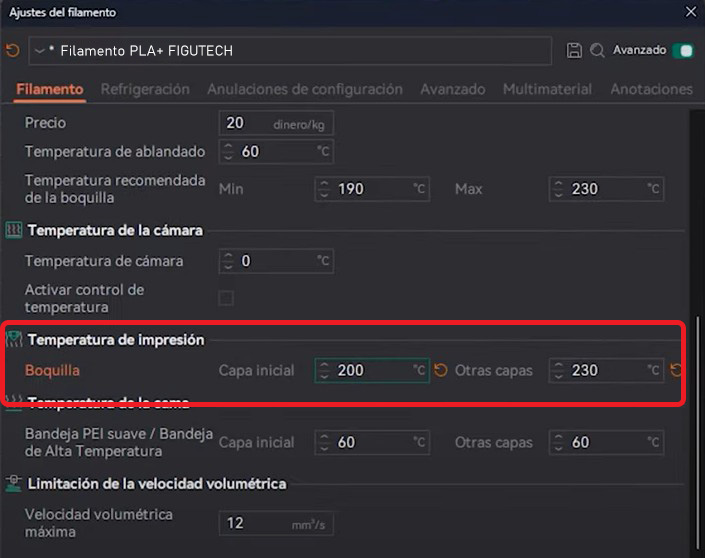
Abre Orca Slicer y elige un perfil de PLA compatible con tu impresora. Si utilizas filamentos premium como Figutech ONE, verifica que las configuraciones iniciales sean acordes al rango recomendado (por ejemplo, entre 190 °C y 220 °C).
Revisa el diámetro del filamento, generalmente 1.75 mm, y asegúrate de que coincida con tu configuración.
Ajusta la temperatura de la cama
Configura la cama a una temperatura adecuada (50 °C a 60 °C para la mayoría de los PLA). Si estás trabajando en un entorno frío o con filamentos especiales, como un PLA mate, considera ajustes específicos para mejorar la adhesión.
Nivelación y calibración de la impresora
Una cama nivelada y un extrusor correctamente calibrado son esenciales para que la torre de temperatura se imprima sin errores. Asegúrate de realizar esta tarea antes de continuar.
Configura el flujo y la refrigeración
Usa un flujo estándar (100 %) como punto de partida.
La refrigeración al 100 % es ideal para PLA, salvo las primeras capas, donde un porcentaje más bajo mejora la adhesión a la cama.
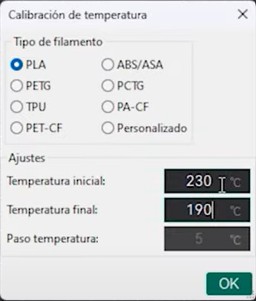
Cómo Crear una Torre de Temperatura Automática en Orca Slicer
Descarga un archivo G-code preconfigurado (Ideal si es tu primera vez haciendo este test).
Busca un archivo G-code específico para torres de temperatura de PLA. Estos archivos ya vienen con los rangos de temperatura configurados en incrementos regulares, eliminando la necesidad de ajustar manualmente en el software. Plataformas como Printables o GitHub suelen tener opciones gratuitas optimizadas para Orca Slicer.
Cargar el archivo en Orca Slicer
Importa el G-code directamente a Orca Slicer para previsualizar el modelo. Aunque no puedes modificar el archivo, puedes asegurarte de que sea compatible con tu impresora y filamento.
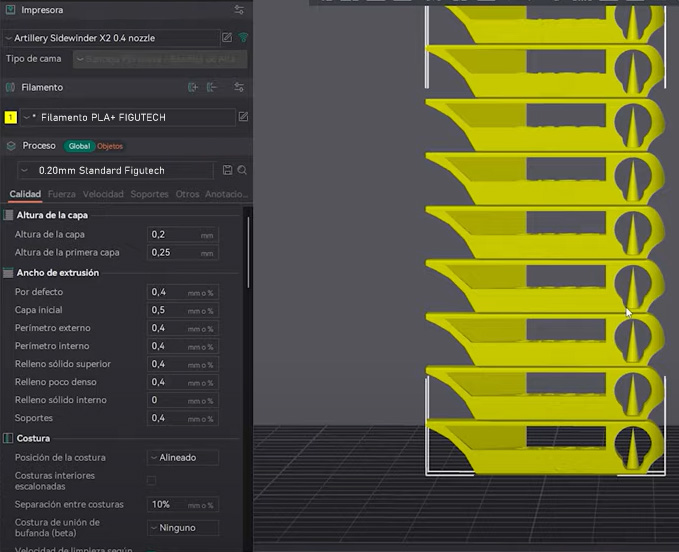
Configurar manualmente con STL si prefieres personalizarlo (recomendado para usuarios mas experimentados)
Si deseas mayor control, descarga un archivo STL de torre de temperatura.
Usa la función “Modificar por altura” en Orca Slicer para establecer diferentes temperaturas por capa. Por ejemplo, define incrementos de 5 °C desde 220 °C en la base hasta 190 °C en la parte superior.
Previsualiza las configuraciones de temperatura
Antes de imprimir, utiliza la vista previa en Orca Slicer para verificar que los ajustes de temperatura se aplicaron correctamente en cada sección de la torre.
Cómo Analizar los Resultados de la Torre de Temperatura
La impresión de una torre de temperatura es solo el primer paso; el análisis detallado de los resultados es lo que te permitirá elegir la temperatura óptima para imprimir PLA. Este punto desglosa los aspectos más importantes que debes evaluar y cómo tomar decisiones basadas en los resultados obtenidos.
Qué Observar en las Torres de Temperatura
El análisis de una torre de temperatura implica revisar varias características clave. A continuación, te explicamos qué buscar en cada segmento de la torre:
Adhesión Entre Capas:
Revisa si las capas están bien unidas al aplicar una ligera presión. Si las capas se separan fácilmente, la temperatura es demasiado baja.
Las temperaturas más altas tienden a mejorar la adhesión entre capas, pero pueden provocar otros problemas como deformación o exceso de stringing.
Stringing (Hilos No Deseados):
Observa las áreas de la torre donde el filamento forma pequeños hilos entre puntos no conectados.
El stringing suele ser más evidente en temperaturas más altas, ya que el filamento permanece más fluido.
Puentes y Voladizos:
Analiza cómo se comportan los puentes (secciones horizontales sin soporte) en cada nivel de temperatura.
Busca zonas con hundimientos o imperfecciones en los voladizos para identificar temperaturas que causan deformación.
Acabado Superficial:
Evalúa el acabado de cada nivel:
Mate: Temperaturas más bajas tienden a generar acabados más opacos.
Brillante: Temperaturas más altas producen acabados más lisos y brillantes.
Decide cuál es el acabado que prefieres según el objetivo de tu impresión.
Detalles Finos:
Comprueba la definición de bordes y detalles pequeños. Si los bordes se ven borrosos o deformados, la temperatura puede ser demasiado alta.
Deformación (Warping):
Observa si las capas inferiores están levantándose o si la base de la torre está deformada. Esto puede ocurrir cuando la temperatura es demasiado alta o cuando la cama caliente no está bien configurada.
Cómo Elegir la Temperatura Ideal
Seleccionar la temperatura ideal requiere equilibrar varios factores. Aquí te explicamos cómo hacerlo paso a paso:
Identifica el Rango Útil:
La mayoría de las torres de temperatura muestran un rango de temperaturas donde el PLA se comporta correctamente.
Por ejemplo, para PLA estándar, el rango útil suele estar entre 200°C y 220°C.
Prioriza Según el Uso Final:
Impresiones Funcionales: Si necesitas máxima resistencia, elige la temperatura más alta dentro del rango útil (sin comprometer el acabado).
Impresiones Estéticas: Si buscas un acabado visual perfecto, prioriza el nivel con el menor stringing y el acabado superficial deseado.
Compromisos Comunes:
Es probable que no encuentres una temperatura que sea perfecta en todos los aspectos.
Por ejemplo, una temperatura con menos stringing puede tener una adhesión ligeramente menor. Decide qué factor es más importante para tu proyecto.
Confirma con una Segunda Prueba:
Una vez seleccionada la temperatura ideal, realiza una impresión sencilla (como un Benchy o un cubo de calibración) para verificar que los ajustes funcionan en un modelo más complejo.
Soluciones a Problemas Frecuentes en Torres de Temperatura
Si los resultados de la torre no son claros o si surgen problemas durante el análisis, aquí tienes algunas soluciones:
Stringing Excesivo en Todas las Temperaturas:
Verifica si el filamento tiene humedad; esto puede causar burbujas y stringing.
Ajusta las configuraciones de retracción para reducir el stringing en el slicer.
Puentes Hundidos o Deformados:
Asegúrate de que el ventilador de refrigeración esté funcionando al 100% después de la primera capa.
Si usas temperaturas altas, incrementa la velocidad del ventilador gradualmente.
Adhesión Deficiente en Todas las Capas:
Confirma que la temperatura de la cama caliente sea adecuada (50°C-60°C para PLA).
Incrementa la temperatura de la boquilla en 5°C e imprime una nueva torre.
Resultados Incongruentes:
Verifica si las temperaturas reales del hotend coinciden con las configuradas en el slicer.
Limpia el hotend, ya que residuos de filamentos anteriores pueden alterar los resultados.
Actualizar tu perfil de material en Orca Slicer
Después de identificar la temperatura ideal, personaliza el perfil de tu filamento en Orca Slicer para garantizar que todas tus impresiones futuras aprovechen este ajuste. Configura:
Temperatura del extrusor en el rango óptimo (por ejemplo, 205 °C).
Temperatura de la cama acorde al ambiente (50 °C a 60 °C para PLA estándar).
Velocidades de impresión y flujo de aire según el comportamiento observado.
Estos ajustes te permitirán obtener resultados consistentes y de alta calidad en todos tus proyectos.
Consejos Adicionales para PLA y PLA+
El PLA y PLA+ son dos de los materiales más comunes en la impresión 3D debido a su facilidad de uso, bajo costo y versatilidad. Sin embargo, hay varios aspectos que debes tener en cuenta al trabajar con estos materiales para garantizar resultados óptimos. Aquí tienes una guía completa para maximizar la calidad de tus impresiones:
Ajustes de Temperatura Según el Color del Filamento
El color del filamento puede afectar significativamente los resultados de impresión debido a los aditivos utilizados en su fabricación. Aquí se explican algunas recomendaciones:
Negro y Blanco:
El negro contiene más pigmentos de carbono, lo que dificulta el calentamiento uniforme y puede requerir temperaturas más altas (+5°C a +10°C).
El blanco, que utiliza dióxido de titanio como pigmento, también necesita temperaturas ligeramente superiores para evitar inconsistencias.
Colores Translúcidos y Metálicos:
Estos suelen imprimirse mejor a temperaturas más bajas para evitar quemaduras o alteración del color.
Colores Estándar (rojo, azul, gris):
Tienden a tener un comportamiento más predecible, funcionando dentro del rango típico de 200°C a 215°C.
Consejo: Si trabajas con colores oscuros o claros, prueba una torre de temperatura específica para confirmar los ajustes necesarios.
Ajustes para PLA+ (Mejorado)
El PLA+ está modificado para ofrecer mayor resistencia y flexibilidad, pero esto también lo hace un poco más exigente en la configuración. Nuestro filamento PLA Figutech ONE, es el filamento PLA+ más fácil de imprimir.
Algunos ajustes recomendados para PLA+:
Temperatura Recomendada:
Generalmente, el PLA+ requiere temperaturas de extrusión más altas, entre 210°C y 230°C.
Adhesión a la Cama:
Utiliza una cama caliente a 60°C-70°C para mejorar la adhesión inicial. Un adhesivo como pegamento o cinta puede ser útil en vidrios.
Retracciones:
Es posible que necesites ajustar las retracciones para evitar stringing, que puede ser más frecuente con PLA+.
Nota: Siempre verifica las especificaciones del fabricante, ya que el PLA+ varía ampliamente entre marcas.
Ajustes de Velocidad y Refrigeración
La velocidad de impresión y la refrigeración son dos factores muy importantes para asegurarnos los mejores resultados con PLA y PLA+.
Velocidad de Impresión:
Velocidad Baja (40-60 mm/s): Ideal para detalles finos y minimizar imperfecciones.
Velocidad Alta (80-120 mm/s): Puede usarse con filamentos PLA+ si la temperatura es ajustada adecuadamente (+5°C).
Refrigeración:
Para PLA estándar, utiliza el ventilador al 100% después de la primera capa.
Para PLA+, comienza con el ventilador al 30%-70% para mejorar la adhesión entre capas y aumentar gradualmente.
Tip Avanzado: Si estás trabajando con impresoras de alta velocidad o modelos complejos, recomendamos realizar pruebas específicas como un Cubo de Calibración para ajustar el flujo y la refrigeración.
Mantenimiento del Filamento y Almacenamiento
El PLA es higroscópico, lo que significa que absorbe humedad del ambiente, afectando negativamente la calidad de impresión.
Almacenamiento Adecuado:
Guarda los rollos de PLA en bolsas herméticas con desecantes, tal y como te lo enviamos desde Figutech.
Evita exponer el filamento a la luz solar directa o a ambientes húmedos.
Secado del Filamento:
Si notas stringing excesivo o burbujas en las impresiones, seca el PLA en un horno de filamento a 40°C-50°C durante 4-6 horas.
Consejo: Un filamento seco mejora la adhesión entre capas y reduce los defectos visuales.
Cuándo Ajustar Más Allá del Rango Estándar
Hay situaciones en las que el rango típico de 200°C-220°C para PLA no será suficiente:
Impresoras de Alta Velocidad (Input Shaper):
Aumenta la temperatura a 225°C-230°C para garantizar que el filamento fluya correctamente y las capas se adhieran.
Puentes y Voladizos Complejos:
Si el modelo tiene muchos voladizos, utiliza temperaturas más bajas (190°C-200°C) junto con un enfriamiento máximo.
Importante: Ajusta gradualmente y prueba cada cambio con un modelo de prueba como un Benchy o una torre de temperatura para evitar desperdicios de material.
Resumen de Consejos para PLA y PLA+
Ajusta la temperatura según el color del filamento.
Aumenta la temperatura para PLA+ y configuraciones rápidas.
Mantén el filamento seco y almacénalo adecuadamente.
Ajusta velocidad y refrigeración para lograr un equilibrio óptimo entre calidad y velocidad.
Preguntas Frecuentes Sobre la Calibración de Temperatura en PLA
¿Cuál es el rango de temperaturas típico para PLA?
El PLA generalmente se imprime en un rango de 190 °C a 220 °C, aunque esto puede variar ligeramente según el fabricante y las características del filamento (mate, brillante, con aditivos, etc.). Revisa las especificaciones del producto y utiliza una torre de temperatura para afinar el ajuste.
¿Se puede imprimir fuera del rango de temperatura que estipula el fabricante?
Si, se puede, e incluso se debe, siempre que hayas hecho las pruebas necesarias. Los fabricantes, siempre recomendamos un rango de temperatura basado en extensas pruebas con equipos estándar, pero esto no significa que sea una regla fija para todos los casos.
¿Cómo saber si mi impresora está subextruyendo a baja temperatura?
La subextrusión suele manifestarse como:
Capas incompletas o frágiles.
Gaps visibles entre líneas de extrusión.
Superficies con textura irregular. Si detectas estos problemas en las secciones de tu torre de temperatura con temperaturas más bajas, es una señal clara de que el filamento no se está fundiendo adecuadamente.
¿Cuál es el mejor diseño o archivo de torre de temperatura?
Para encontrar el diseño ideal, simplemente busca “torre de temperatura [tu impresora]” en plataformas como MakerWorld o Thingiverse. Algunos modelos ya vienen preconfigurados como archivos G-code con los ajustes de temperatura listos para imprimir, lo que te ahorra tiempo y esfuerzo.
¿Es suficiente usar la torre de temperatura o necesito más pruebas?
La torre de temperatura es un excelente punto de partida para ajustar la temperatura del extrusor. Sin embargo, para una calibración completa, desde figutech siempre recomendamos realizar pruebas adicionales, como cubos de calibración, pruebas de retracción y pruebas de resistencia estructural. Esto asegura que todas las configuraciones de tu impresora estén optimizadas.
Además, si no haces más pruebas y tienes impresiones fallidas, no deberías tener derecho a “echarle la culpa” a la impresora o al filamento que estes utilizando😜.
¿Cómo influyen las condiciones ambientales en la impresión con PLA?
El ambiente juega un papel importante. Factores como la temperatura de la sala, la humedad y las corrientes de aire pueden afectar a la forma de enfriado del filamento y por lo tanto afectara directamente a la adhesión entre capas y el acabado superficial. Si notas inconsistencias en tus impresiones, verifica las condiciones del lugar donde imprimes y considera repetir las pruebas en un entorno más controlado.
Prometemos enviarte solo lo que te interesa: consejos prácticos, descuentos especiales y acceso a muestras gratuitas de nuestros filamentos. No spam, solo beneficios.
Categorias
Sobre Daniel Feyto
Soy un apasionado de la tecnología de impresión 3D con más de 4 años de experiencia. Comparto conocimientos y avances para ayudar a entusiastas y profesionales a aprovechar las oportunidades del sector.











Un comentario
Gracias por la guia, lo pondré en práctica y os comento que tal