
PLA Figutech ONE
Acabado liso, fácil de imprimir
Base ideal para planchado: capas superiores homogéneas y color consistente para un brillo regular.
La calidad de la superficie es la primera impresión de una pieza 3D. En Bambu Studio puedes ganar “cara profesional” con dos ajustes que marcan la diferencia: colocar la costura donde no moleste y activar un planchado (ironing) fino en las capas superiores. A continuación tienes una guía práctica, pensada para aplicar y comparar resultados en minutos.
Respuesta rapida:
Para mejorar el acabado en Bambu Studio, coloca la costura en una zona oculta (aristas traseras o caras no visibles) usando “Aligned” o “Random” según la geometría; luego activa el planchado en las capas superiores con velocidad baja y flujo 8–12% (PLA) / 5–8% (PETG). Así reduces líneas visibles y logras superficies lisas.
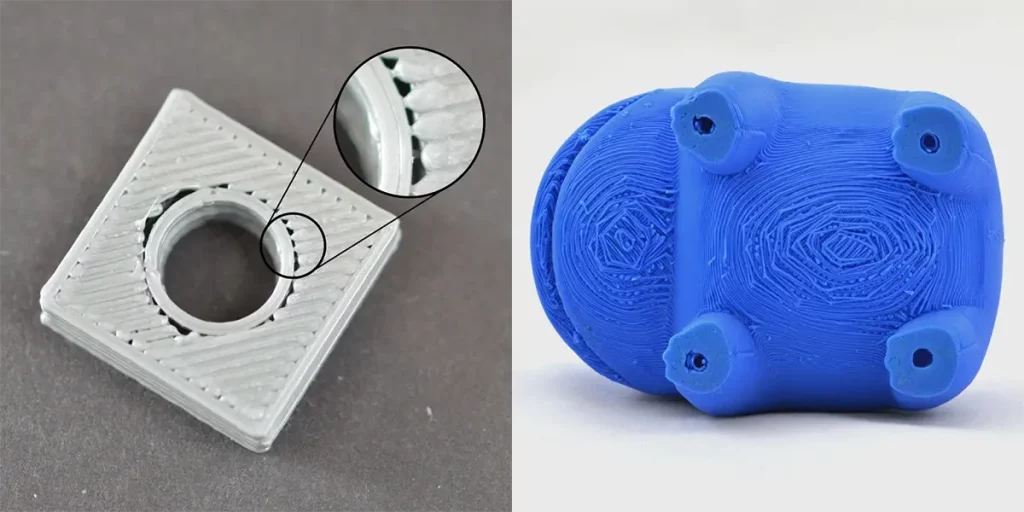
La costura es el punto donde el extrusor inicia/termina el perímetro de cada capa. Al acumularse capa a capa, forma una “columna” de micro-saltos que puede verse como línea, cicatriz o escalón. Su visibilidad depende de:
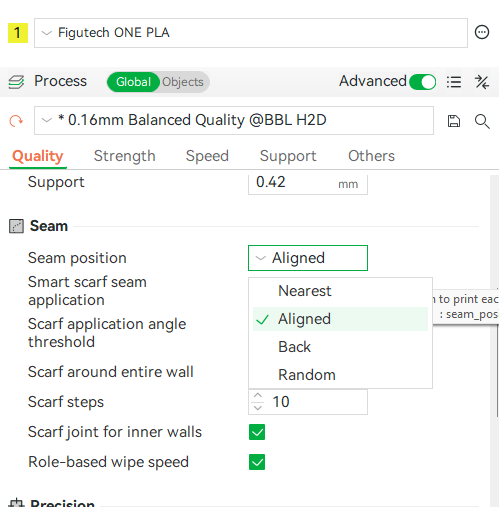
Busca Seam / Seam position (nombres pueden variar según versión/idioma) y utiliza estas estrategias:
Checklist rápido para costuras

El planchado pasa la boquilla sobre las capas superiores con flujo muy bajo y trazos apretados para rellenar microhuecos entre líneas y “alisar” la textura. Es el equivalente a “pasar la plancha” sobre la última capa.
Resultado: top layers más lisas, mejor reflejo de luz y menos necesidad de lijado fino.
(En otros laminadores se llama “Ironing”; aquí nos centramos en Bambu Studio.)
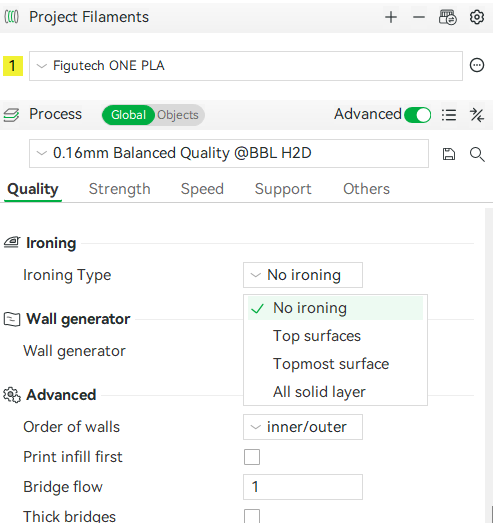
Pon ironing en “superficie superior” y empieza con valores conservadores. Ajusta por material:
Parámetros clave y rangos de partida
Buenas prácticas
| Ajuste | Valor recomendado | Notas |
|---|---|---|
| Ocultar costuras | ||
| Seam position | Back | Usa “Back” o “Aligned” y orienta el modelo para ubicar la costura en una cara no visible. |
| Seam gap | 0–10% | Disponible en Developer Mode en algunas versiones. Reduce “zits” y la columna de costura; prueba 0–5% y ajusta. |
| Scarf joint seam (experimental) | Enabled | Suaviza la unión distribuyendo el inicio/fin. Función nueva; resultados pueden variar según versión. |
| Planchado | ||
| Enable Ironing | Topmost surfaces | Plancha solo superficies superiores para maximizar calidad y tiempo. |
| Ironing pattern | Rectilinear | Rectilinear (zig‑zag) funciona bien en la mayoría de piezas; prueba Concentric para formas circulares. |
| Ironing flow | ~10% | PLA ~8–12%; PETG ~5–8%. Si hay brillo/arrastre, baja 2–3 puntos. |
| Ironing speed | 20–30 mm/s | Velocidad baja mejora la homogeneidad; ajusta según material y geometría. |
| Ironing line spacing | 0,10–0,15 mm | Mantén el espaciado menor que el diámetro de boquilla para repasar la misma zona varias veces. |
1) La costura sigue viéndose demasiado
2) Marcas, brillo o arrastre tras el planchado
3) Top layer con surcos todavía visibles
¿Listo para dar el salto en calidad visual? Prueba estos ajustes hoy y acompáñalos con un filamento de maxima calidad para resultados repetibles:
Prueba costuras ocultas + planchado con un filamento estable para repetir resultados.
Base ideal para planchado: capas superiores homogéneas y color consistente para un brillo regular.

Para piezas funcionales: excelente adhesión entre capas y compatibilidad con planchado moderado.

Reciclar PLA y Restos de Impresión 3D
Si te preguntas qué hacer con los restos de tus impresiones 3D, aquí tienes las mejores opciones para darles una
Resuelve 15 Errores de Impresion 3D Comunes | Con Imagenes
La impresión 3D presenta desafíos que frustran tanto a principiantes como a usuarios avanzados. Esta guía visual te ayudará a
Superficies Lisas en Impresión 3D | Costuras y Planchado
La calidad de la superficie es la primera impresión de una pieza 3D. En Bambu Studio puedes ganar “cara profesional”

Test Velocidad Volumétrica | Aumentar Velocidad de Impresion 3D
¿Quieres imprimir más rápido sin perder calidad? La clave está en conocer el límite de velocidad volumétrica de tu impresora

Test de Tolerancia en OrcaSlicer: Guía completa Impresion 3D
El test de tolerancia de OrcaSlicer resuelve un problema común en la impresión 3D: piezas que no encajan correctamente cuando
Test de Retracciones en Impresión 3D: Guía Rápida 2025
Reducir el stringing en impresión 3D no es cuestión de suerte, sino de una buena configuración. Aprende a hacer un
Prometemos enviarte solo lo que te interesa: consejos prácticos, descuentos especiales y acceso a muestras gratuitas de nuestros filamentos. No spam, solo beneficios.



