La impresión 3D presenta desafíos que frustran tanto a principiantes como a usuarios avanzados. Esta guía visual te ayudará a identificar y resolver los 15 problemas más comunes mediante diagnóstico fotográfico paso a paso. Cada problema incluye imágenes reales, causas específicas y soluciones detalladas para que puedas diagnosticar y reparar tus impresiones fallidas de manera efectiva.
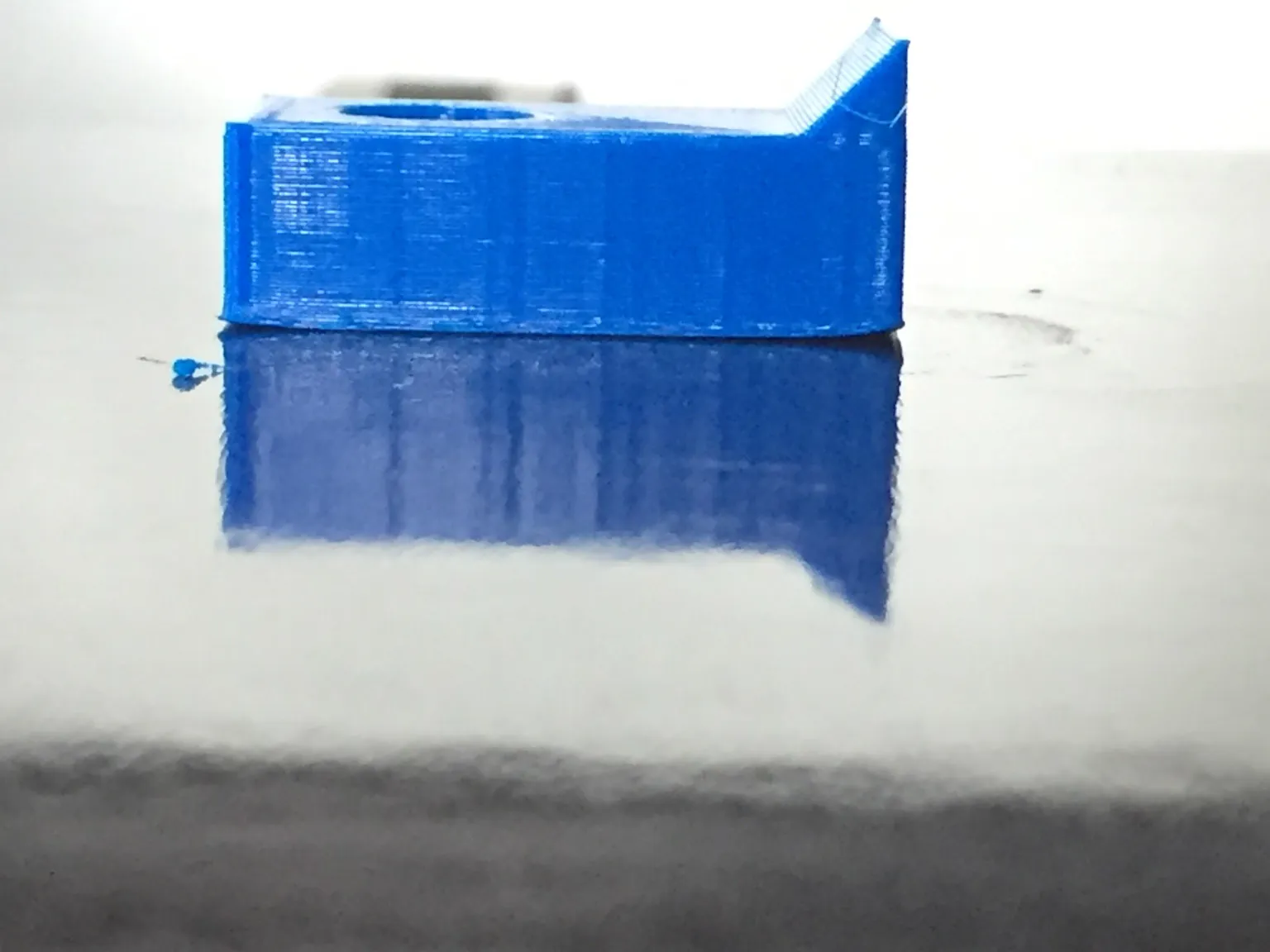
Desplazamiento de capas: síntoma mecánico clásico en impresión 3D.
Cómo usar esta guía de diagnóstico visual
Metodología de diagnóstico por imágenes
El diagnóstico visual es una herramienta muy efectiva para identificar problemas de impresión 3D. Compara tu pieza con las imágenes de referencia, identifica el problema más parecido y aplica las soluciones paso a paso. Fotografía tu impresión desde varios ángulos y confirma los síntomas antes de ajustar parámetros.
Problemas de adhesión y primera capa
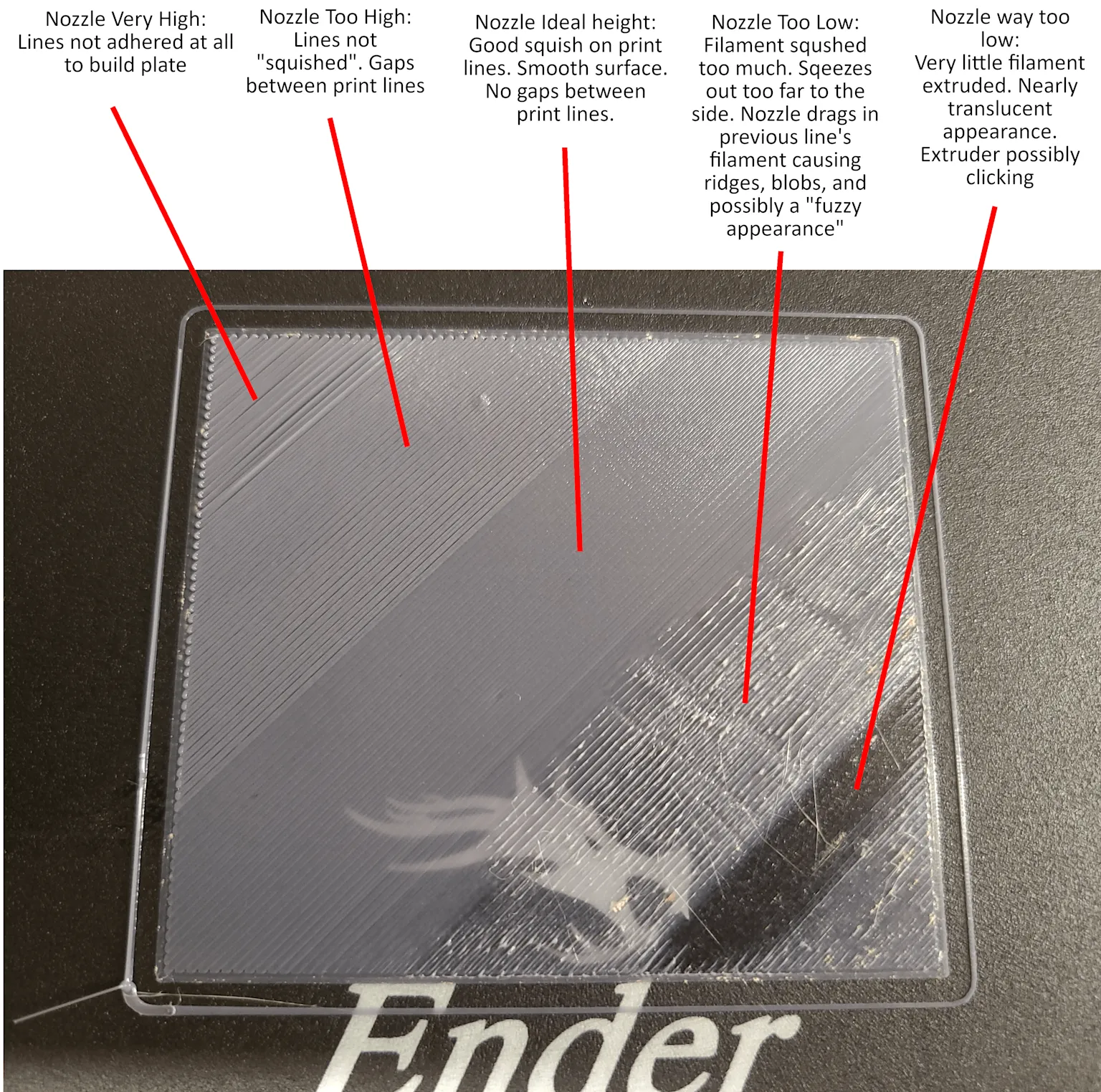
1) Mala adhesión de primera capa
La primera capa es crítica para el éxito. Los fallos se ven como líneas que no se pegan, huecos entre líneas o material que se arrastra.
Altura de boquilla y nivelación: clave para una primera capa sólida.
Síntomas: líneas sin adherir, huecos, esquinas levantadas.
Causas: boquilla demasiado alta, cama desnivelada, cama fría, superficie sucia, velocidad inicial alta.
Nivelación: ajusta Z hasta rozar una hoja de papel.
Temperatura cama: súbela +5–10 °C respecto al perfil del material.
Limpieza: alcohol isopropílico 99 % antes de cada impresión.
Velocidad: primera capa a 15–25 mm/s.
Flujo: flow de primera capa al 105–110 %.
Primera capa con adhesión irregular: revisa Z-offset, limpieza y temperatura.
2) Warping y deformación de esquinas
El warping es común en ABS y PETG y se ve como esquinas que se curvan y se levantan.
Warping: levantamiento de esquinas por contracción térmica.
Síntomas: esquinas levantadas, curvado de bordes, separación de la cama.
Causas: contracción al enfriar, diferencias térmicas, baja adhesión inicial, corrientes de aire.
Temperatura: cama a la temperatura óptima del material (PLA 50–60 °C; ABS 80–110 °C). Para PLA 1 kg te funcionará mejor la cama entre 55–60 °C.
Cerramiento: evita corrientes de aire con recinto o ambiente controlado.
Brim/Raft: brim de 5–10 líneas o raft para aumentar área de contacto.
Adhesivos: laca/3DLac/cinta según superficie.
Ventilación: desactiva el ventilador en las 3–5 primeras capas.
Problemas de extrusión
3) Sub-extrusión (bajo flujo)
Se aprecia como capas débiles y huecos entre líneas.
Sub-extrusión: huecos y paredes translúcidas.
Causas: flow bajo, boquilla fría, velocidad alta, diámetro mal configurado, obstrucción parcial, tensión del extrusor.
Calibra pasos de extrusión (prueba de 100 mm).
Aumenta flow gradualmente (105–115 %).
Súbele 5–10 °C a la boquilla.
Reduce velocidad un 20–30 %.
Limpia y ajusta el drive gear.
Verifica el diámetro del filamento y el flow del slicer.
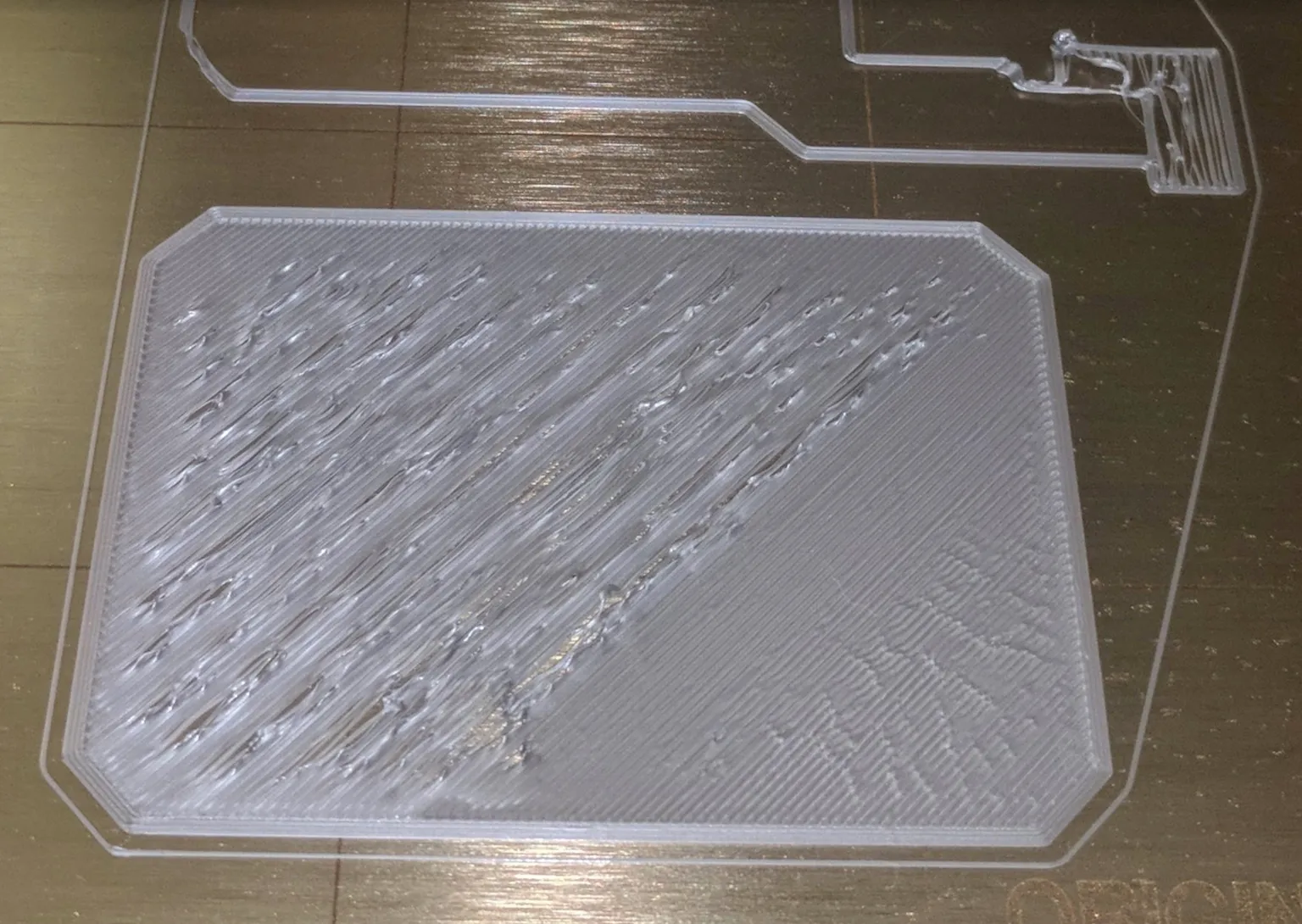
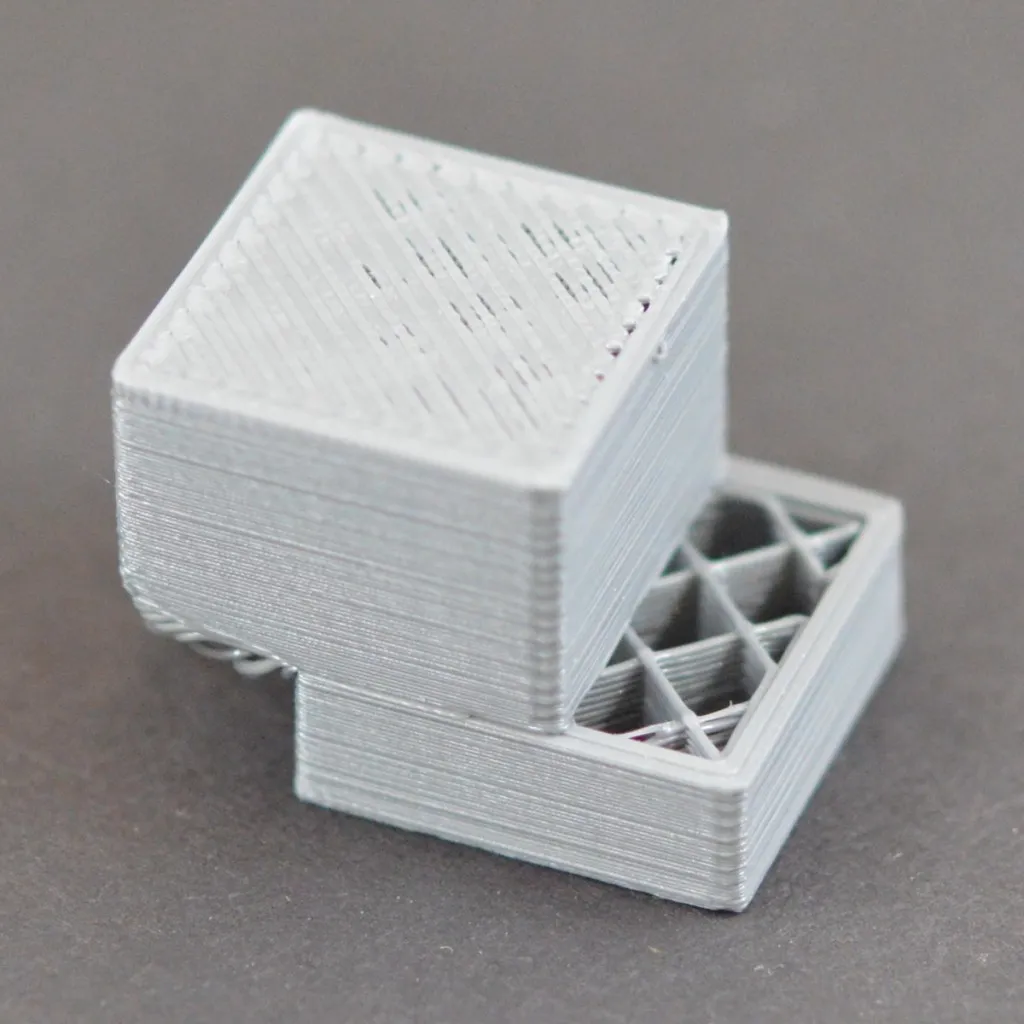
4) Sobre-extrusión (exceso de material)
Sobre-extrusión: pérdida de detalle y aristas redondeadas.
Causas: flow alto, boquilla muy caliente, velocidad muy baja, diámetro mal configurado.
Baja flow (95 → 90 → 85 %).
Reduce 5–10 °C la boquilla.
Ajusta la velocidad a un rango óptimo.
Confirma 1.75 mm o 2.85/3 mm en el slicer.
Valida con un cubo de calibración.
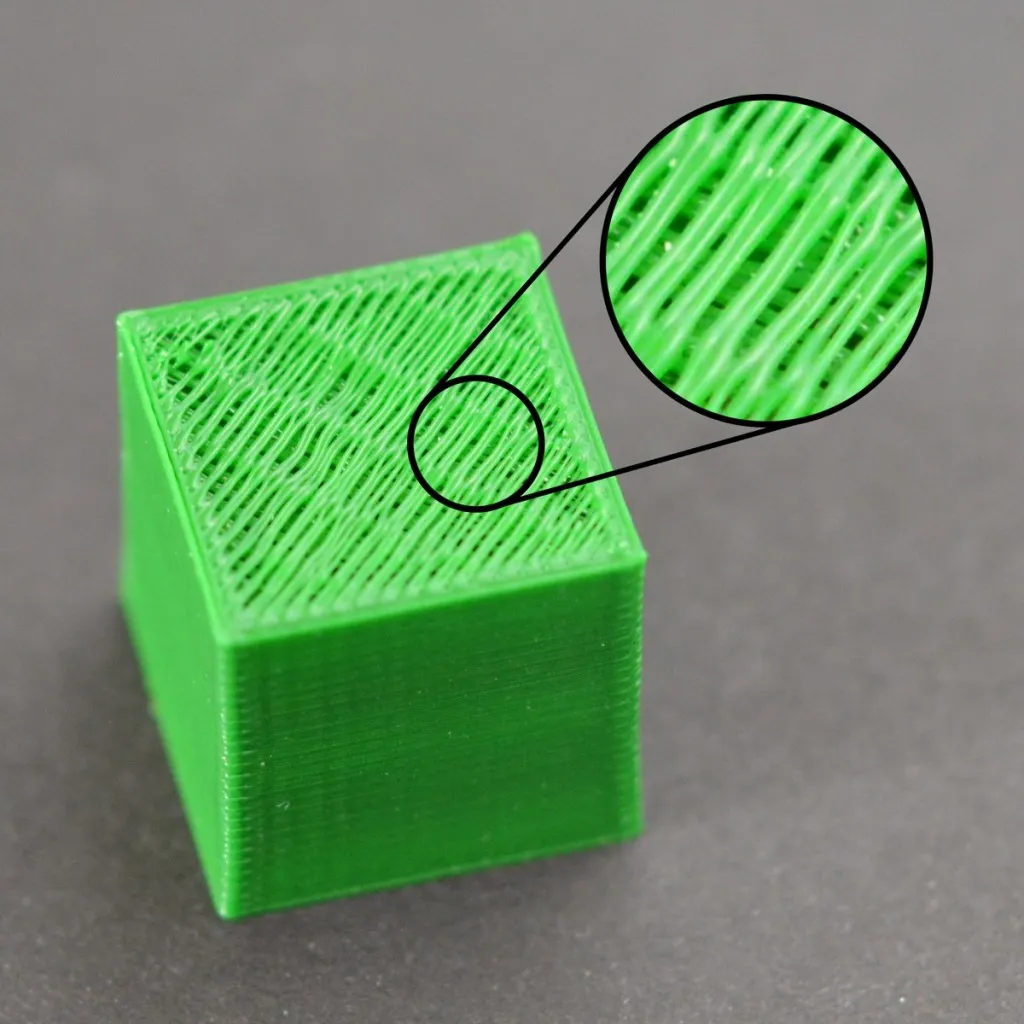
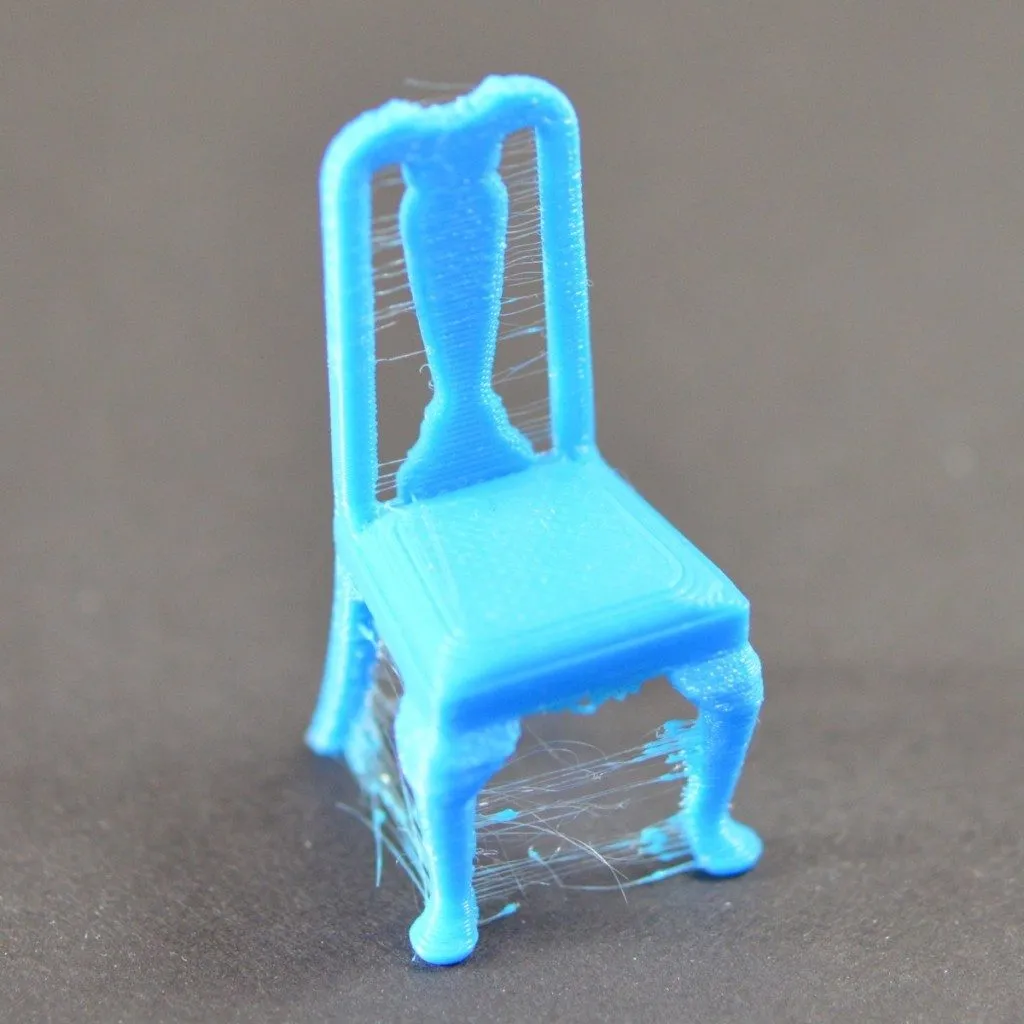
5) Stringing (hilos)
Stringing: hilos finos entre torres por retracción insuficiente.
Retracción (PLA 1–2 mm; PETG 2–4 mm; ABS 3–5 mm).
Velocidad de retracción: 40–60 mm/s (direct), 25–45 mm/s (Bowden).
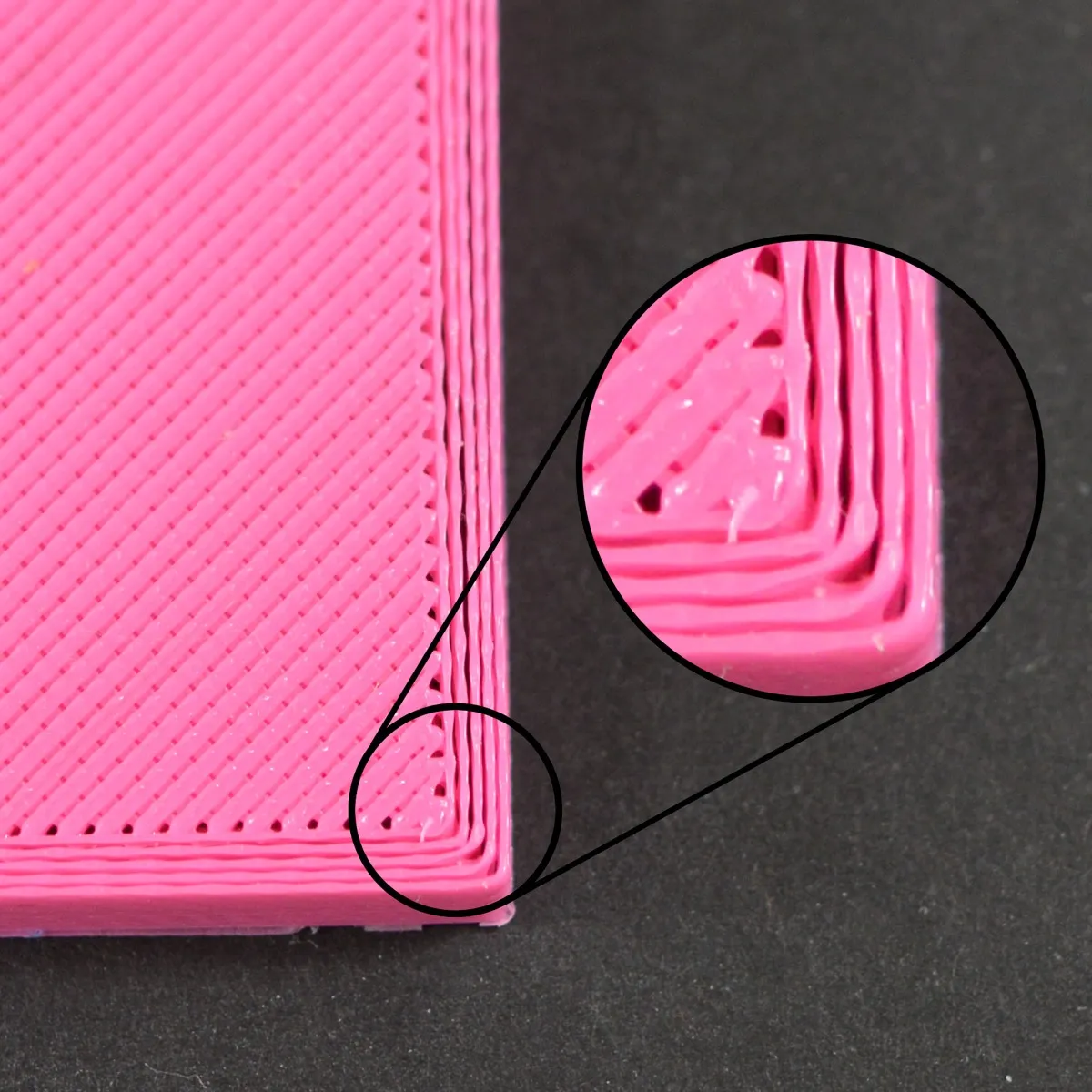
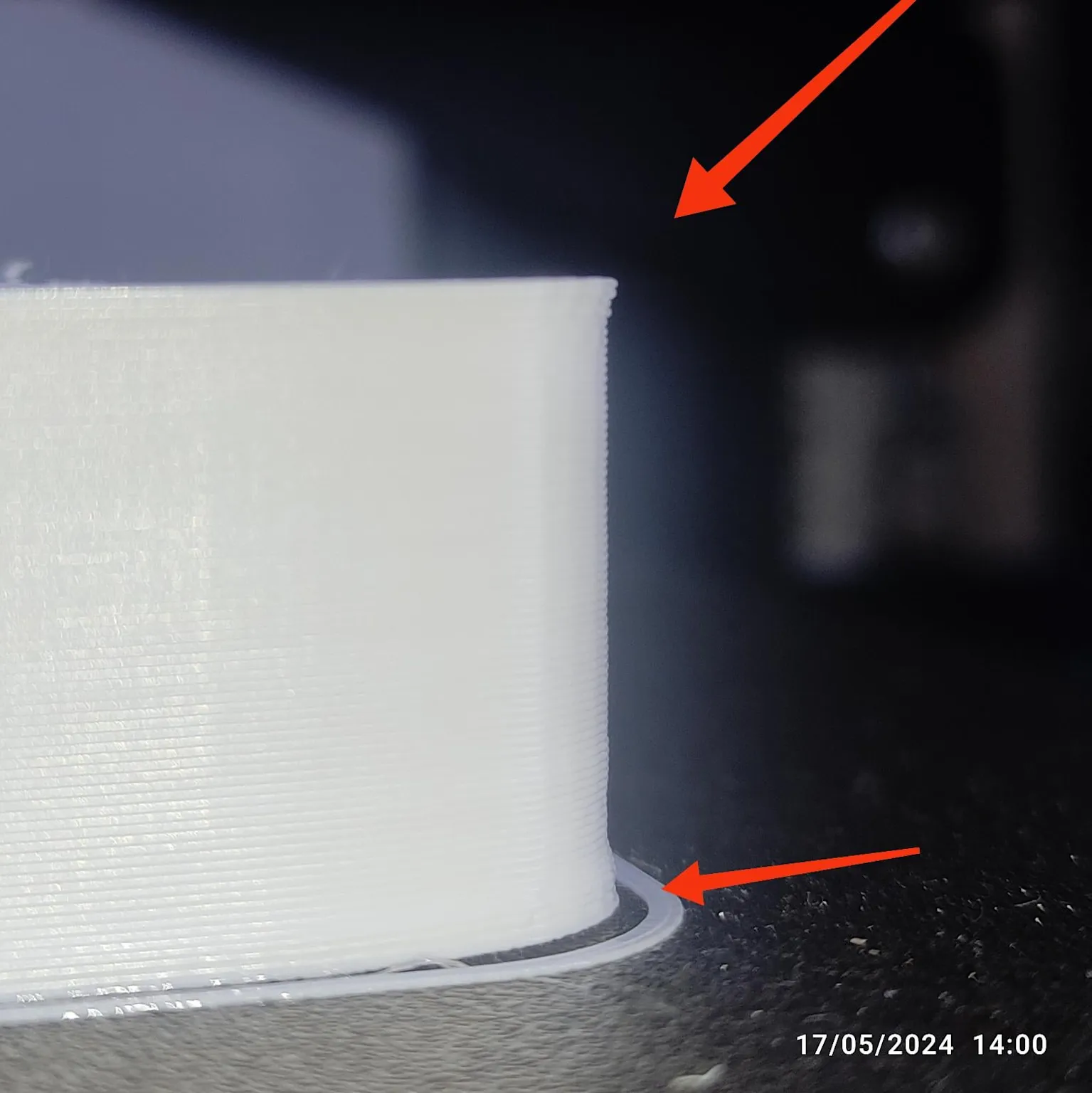
Base expandida: ajusta Z-offset, cama y compensación horizontal.
Sube Z-offset 0.05–0.1 mm.
Baja cama 5–10 °C tras la primera capa.
Primera capa al 120–150 % de altura.
Cooling progresivo desde capa 2–3.
Compensación horizontal −0.1 a −0.2 mm.
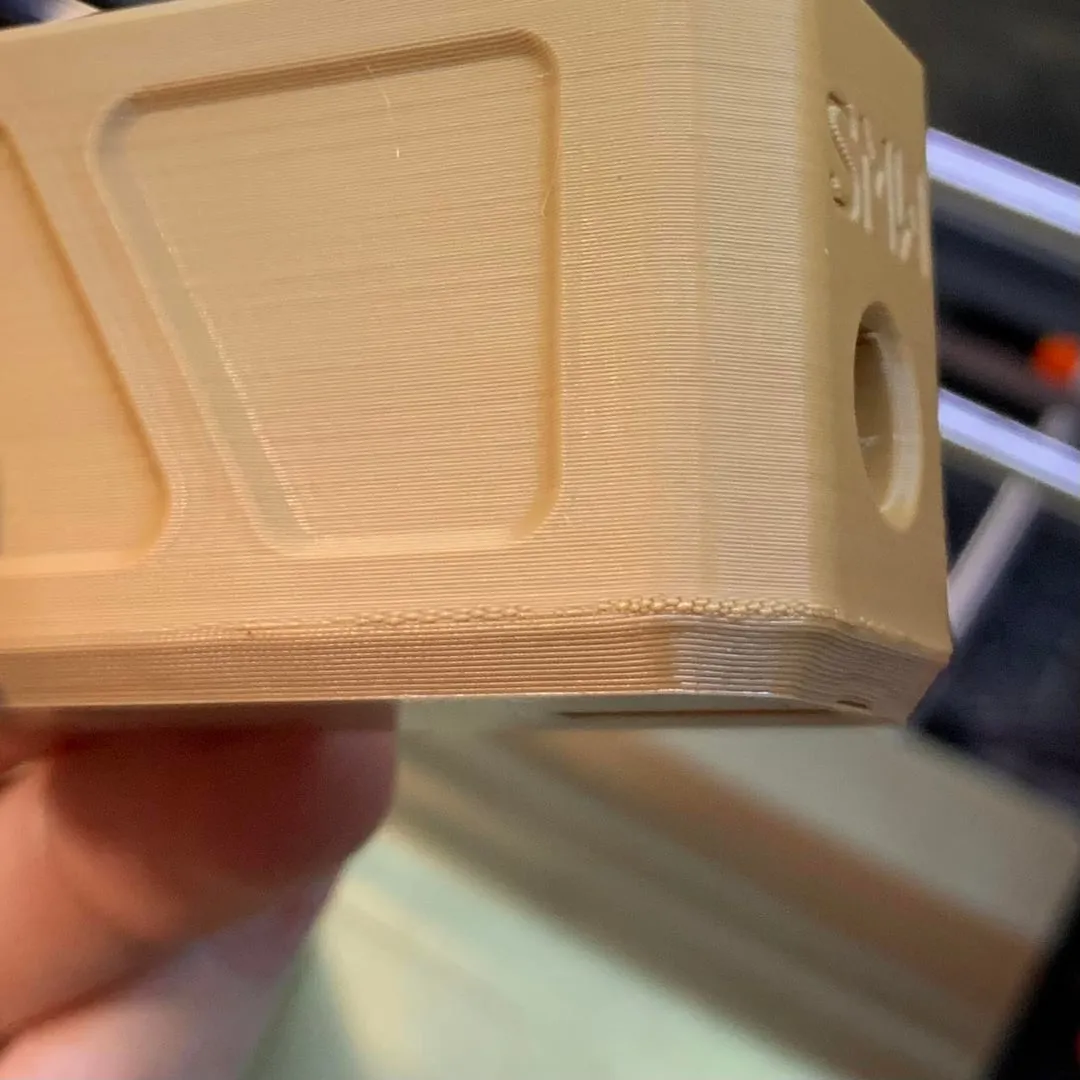
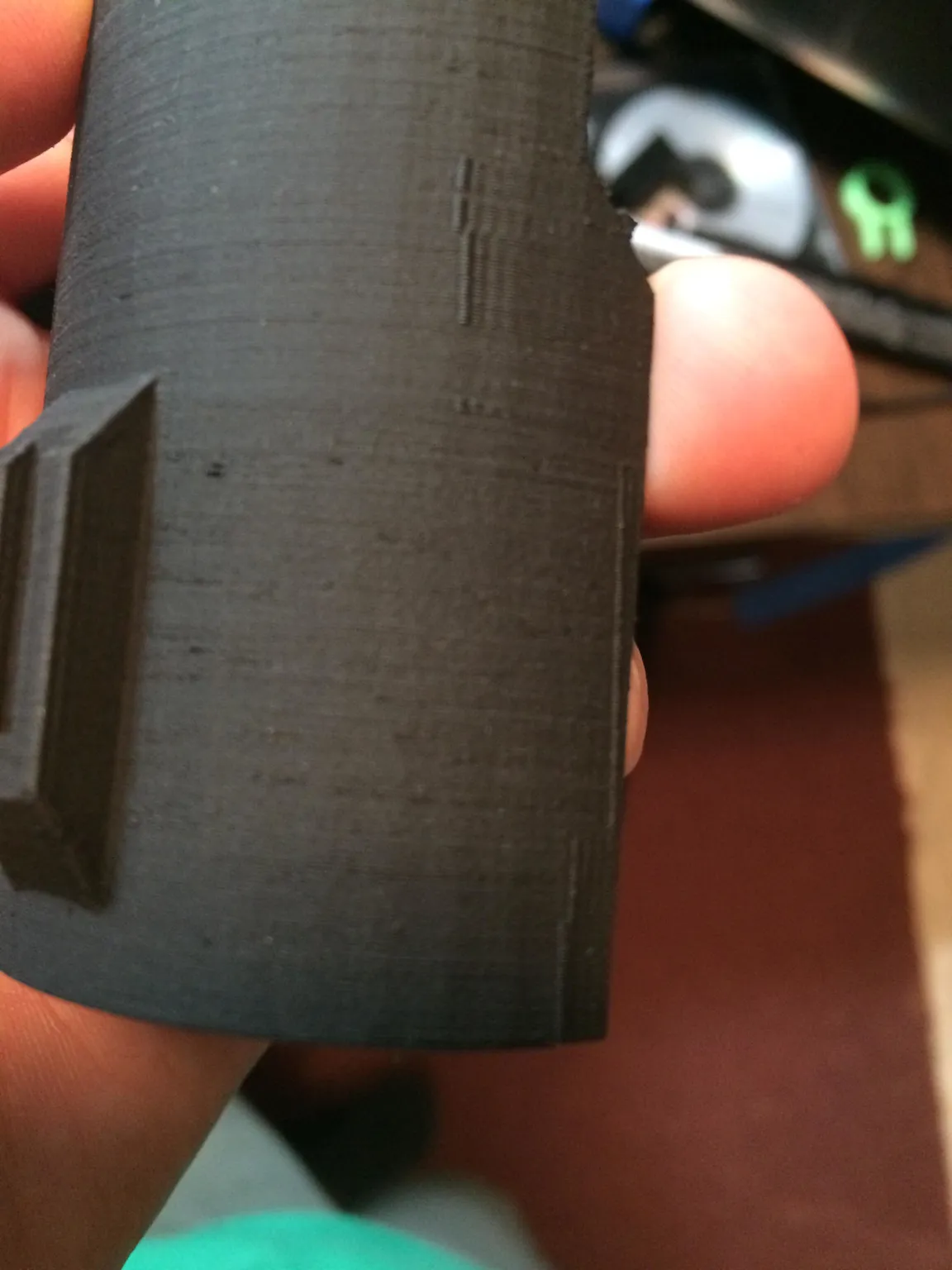
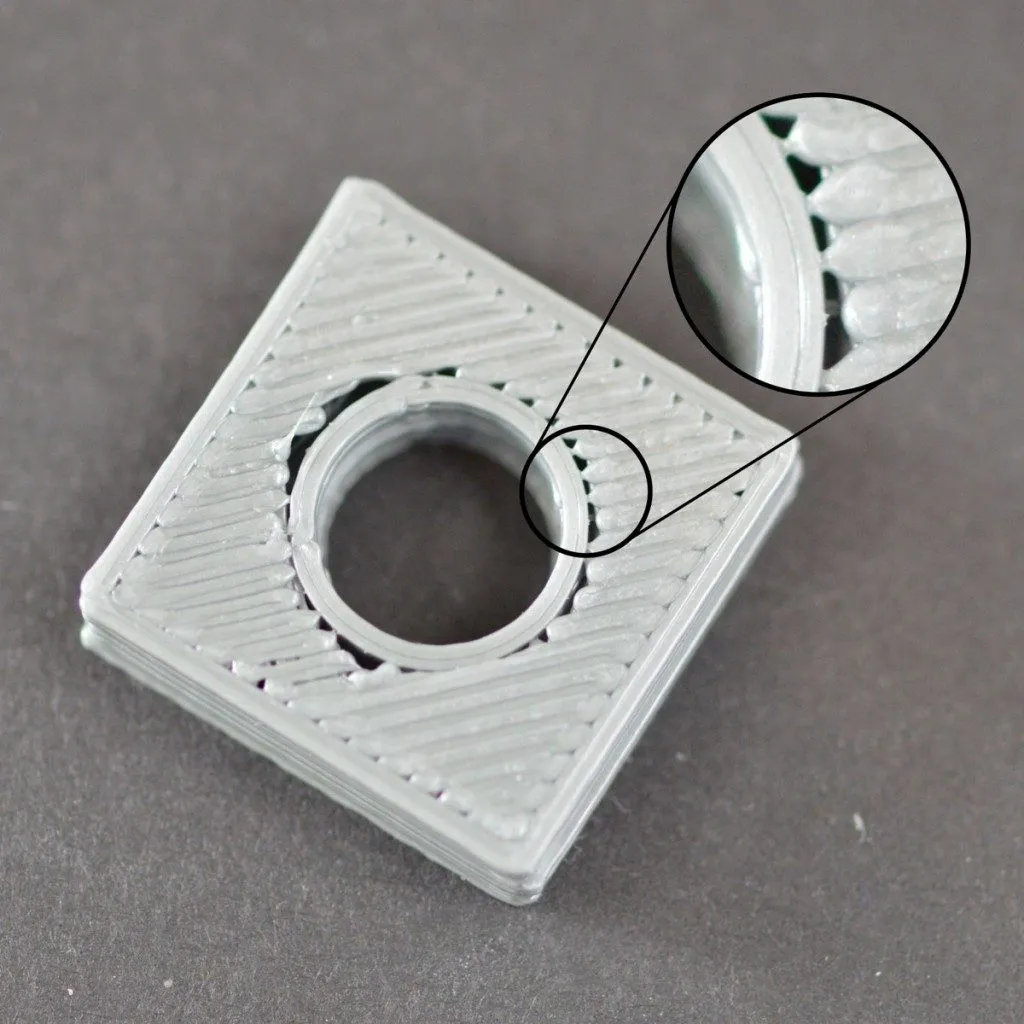
9) Superficies rugosas y líneas visibles
Reduce altura de capa y vibraciones para mejorar acabado.
Altura de capa 0.1–0.2 mm para calidad alta.
Velocidad 40–60 mm/s y perímetros más lentos.
Impresora en superficie estable y antivibración.
Mejora consistencia de extrusión y cooling direccional.
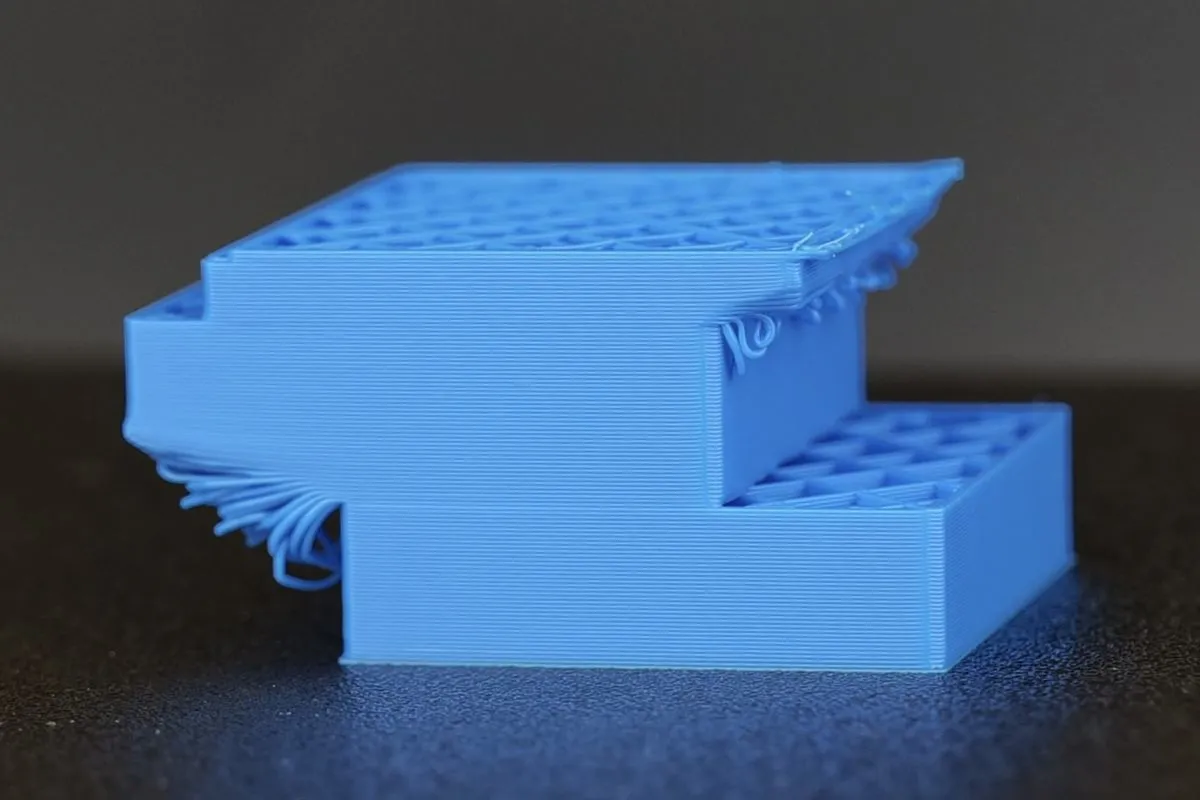
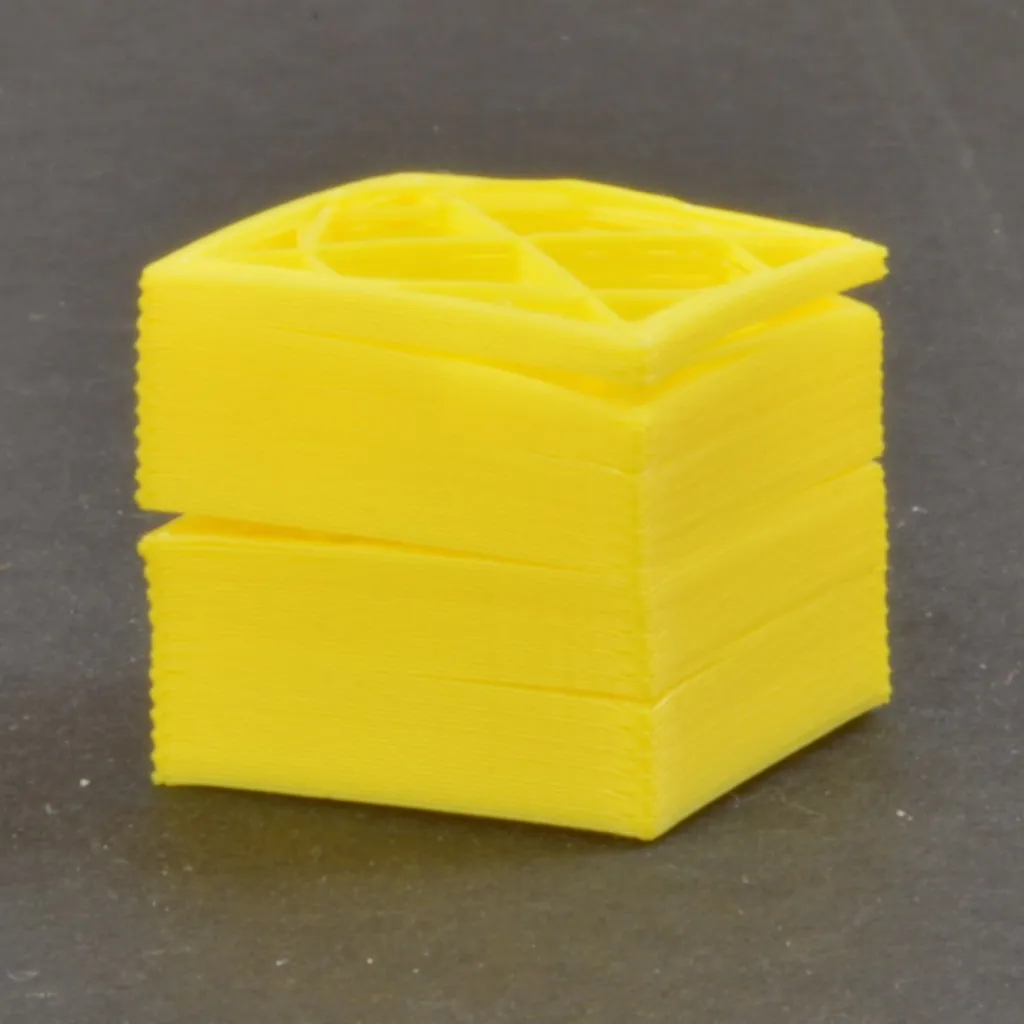
10) Separación entre capas (layer adhesion)
Adhesión pobre entre capas: sube temperatura y reduce cooling.
Sube 10–15 °C la boquilla.
Baja ventilador 20–30 % (off primeras capas).
Seca el filamento antes de imprimir.
Reduce altura de capa.
Velocidades medias para permitir fusión.
Problemas estructurales
11) Impresiones débiles y frágiles
Fragilidad: aumenta perímetros, infill y usa material fresco.Considera orientación de capas respecto a esfuerzos.Más perímetros y patrón de infill adecuado mejoran la resistencia.
Refuerzo: infill 25–40 %, patrón grid/cubic/gyroid, 3–4 perímetros, material de calidad y orientación favorable.
Si se rompe con poca fuerza: revisa infill, perímetros y temperatura.
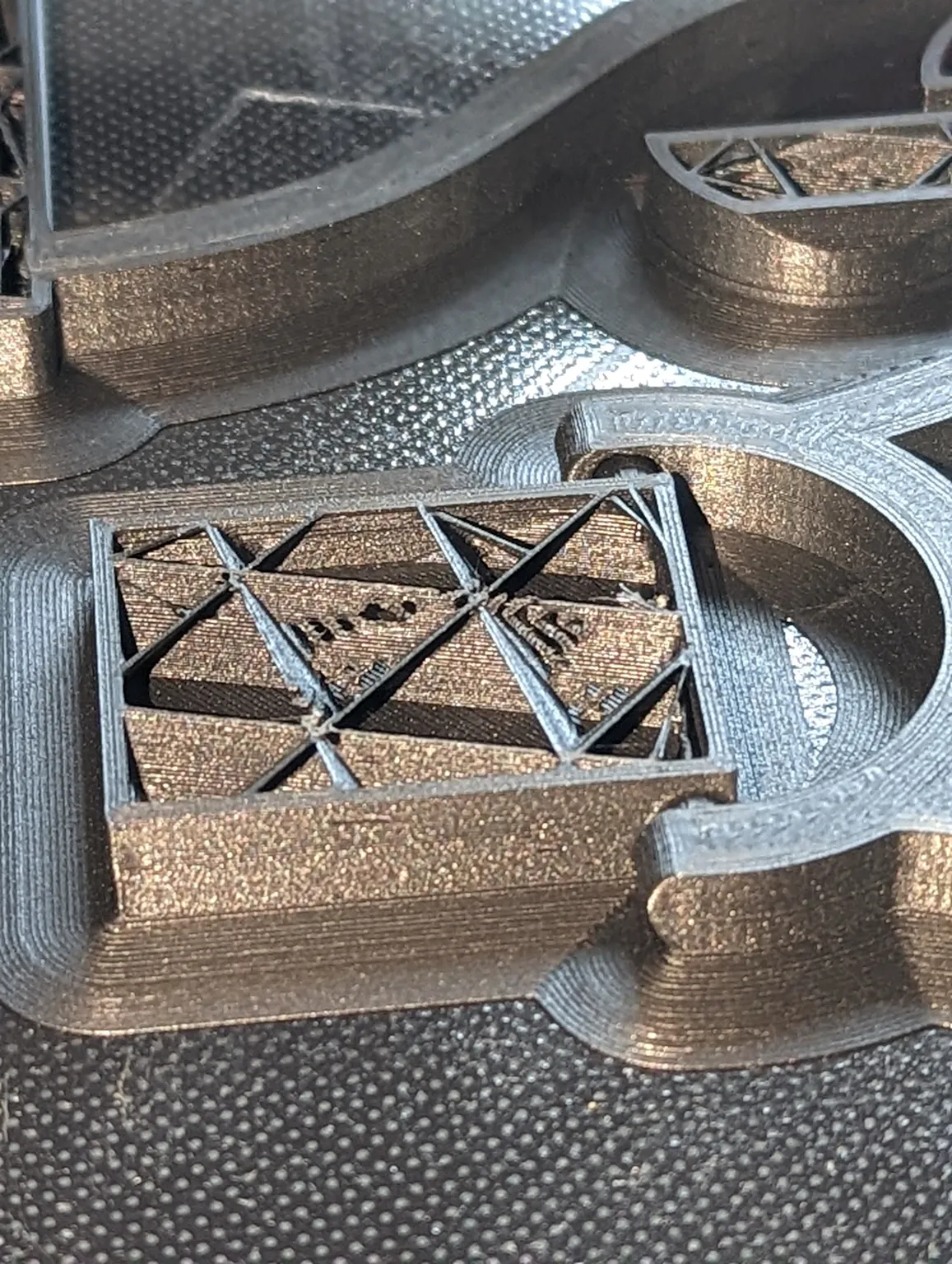
12) Huecos en el relleno (infill)
Huecos de infill: baja velocidad y aumenta solape con perímetros.Comprueba “infill overlap” y orden de impresión.
Reduce velocidad de infill 15–25 %.
Overlap 15–25 % entre infill y perímetros.
Flow específico de infill 105–110 %.
Patrón compatible (evita “lightning” para piezas estructurales).
Activa “infill before perimeters” si procede.
Problemas de detalle y precisión
13) Pérdida de detalles finos
Nozzle grande, capa alta, velocidad rápida, temperatura excesiva y cooling pobre reducen detalle.
Nozzle 0.2–0.3 mm.
Altura 0.1–0.15 mm.
Velocidad 20–40 mm/s en zonas finas.
Temperatura mínima efectiva.
Cooling alto y dirigido.
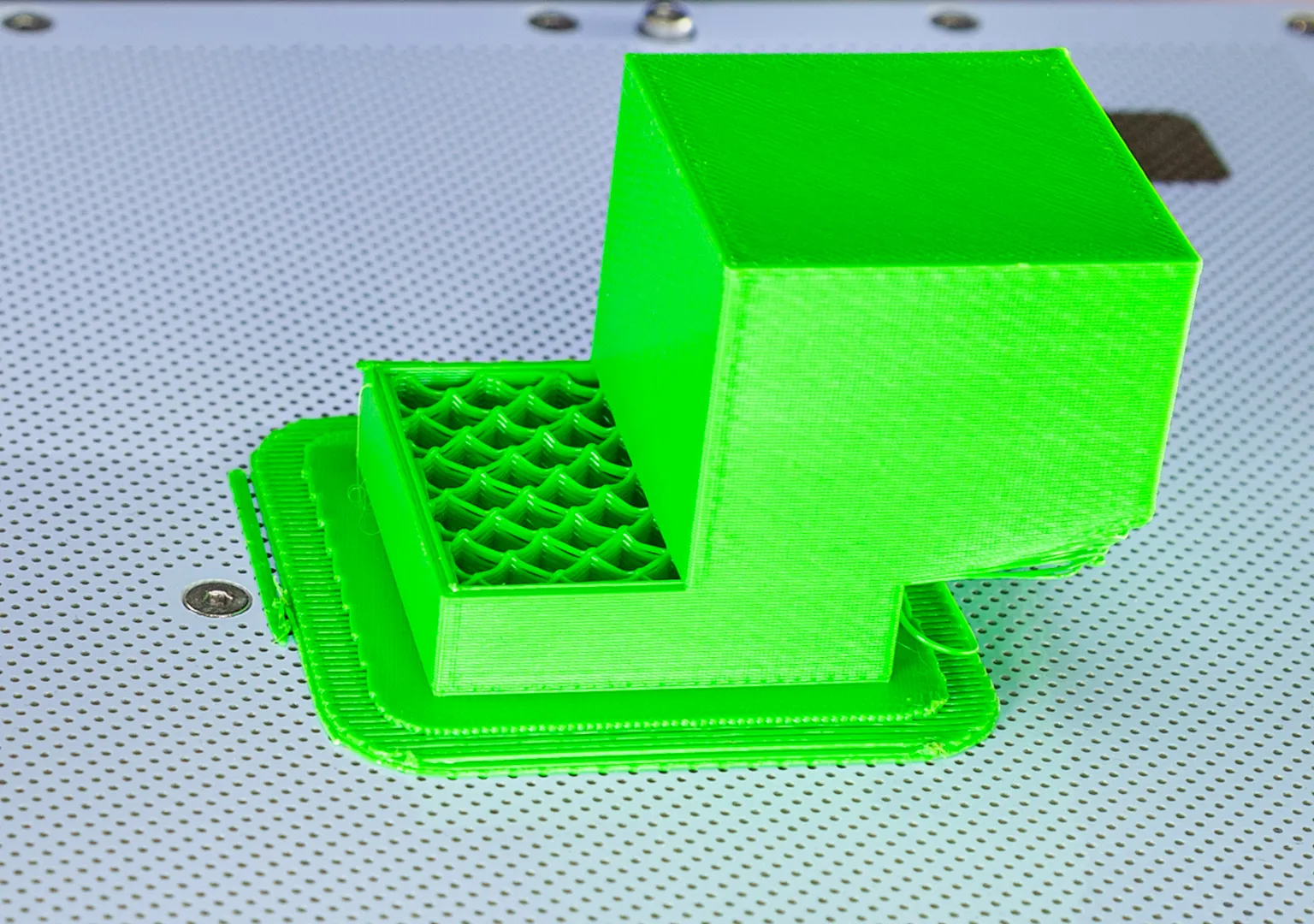
14) Problemas con soportes
Soportes fusionados, marcas al retirar, fallos de soporte, superficies inferiores rugosas.
Densidad 15–25 %.
Distancia Z 0.15–0.25 mm.
Patrón “lines/zigzag”.
Interfaces/solubles si dispones.
Umbral de overhang 45–60°.
Problemas de hardware
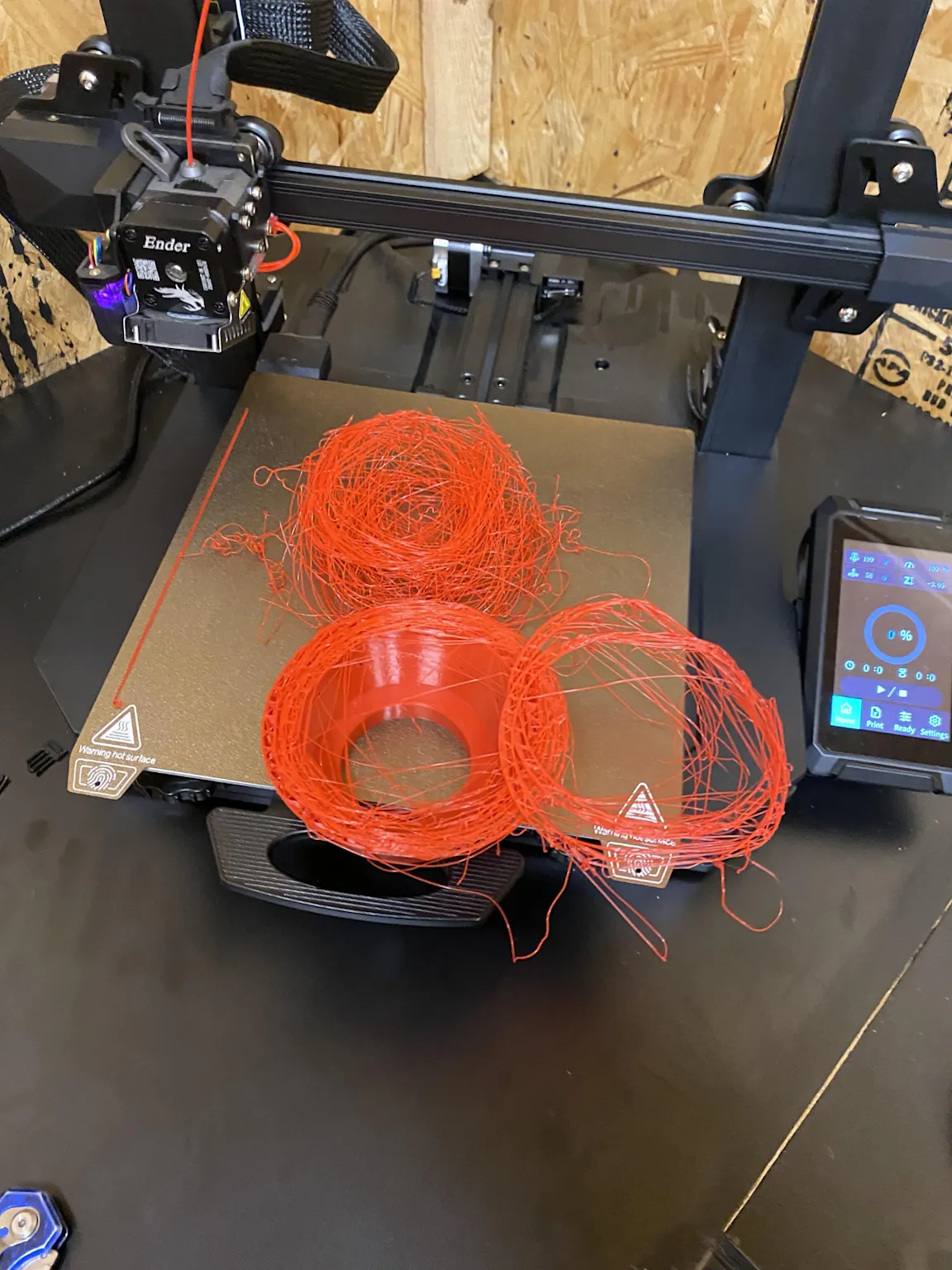
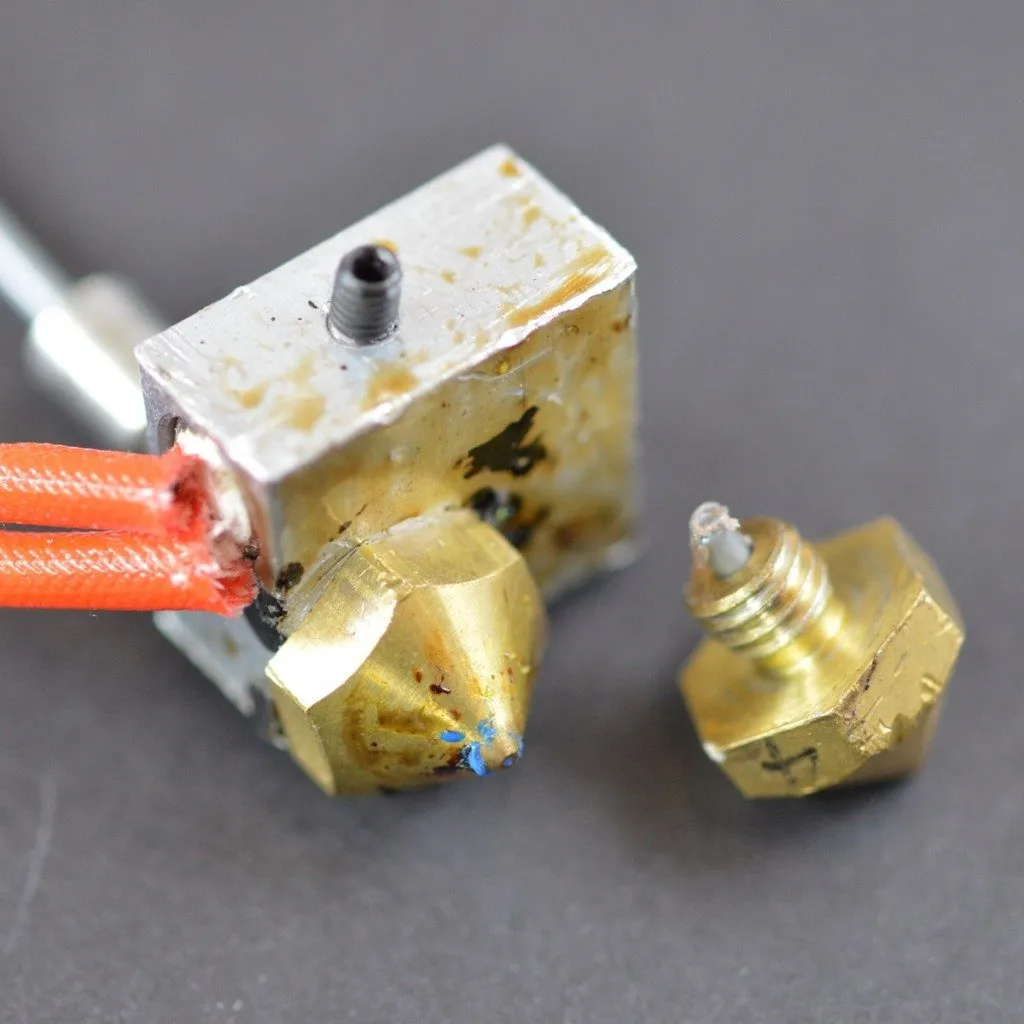
15) Boquillas obstruidas y atascos
Obstrucciones: planifica limpieza en caliente y cold-pull.
Síntomas: extrusión intermitente/bloqueada, clicks del extrusor, filamento doblado, calidad degradada.
Tipos: parcial por carbonilla, completa por partículas, heat-creep en PTFE, degradación de PTFE.
Desmonta y limpia con solvente adecuado cuando sea necesario.
En caliente: purga con filamento limpio.
Cold-pull: usa nylon/filamento de limpieza.
Aguja: del diámetro correcto para desbloquear.
Desmontaje: limpieza química si procede.
Prevención: mantenimiento cada 500–1000 h.
Herramientas de diagnóstico y prevención
Software de análisis y calibración
PrusaSlicer, Cura u OctoPrint permiten simular capas, analizar overhangs y detectar zonas problemáticas antes de imprimir.
Mantenimiento preventivo
Incluye limpieza de boquilla, lubricación, tensión de correas, calibración de cama y firmware al día. La frecuencia depende del uso (semanal en uso intensivo; mensual si es ocasional). Llevar un registro te ayuda a prever desgaste.
Conclusión
El diagnóstico visual se perfecciona con práctica. Con estas 15 categorías podrás identificar y resolver la mayoría de fallos habituales. Recuerda que muchas incidencias tienen varias causas: ajusta parámetros de forma iterativa y documenta tus perfiles por material.
¿Buscas un filamento estable y fácil de imprimir para reducir fallos? Revisa nuestro PLA 1 kg y optimiza tus resultados desde la primera capa.













{kind=link}
Dejar un comentario
Todos los comentarios se revisan antes de su publicación.
Este sitio está protegido por hCaptcha y se aplican la Política de privacidad de hCaptcha y los Términos del servicio.